







In recent decades, aluminum has been used in automotive manufacturing, medical devices, industrial equipment, aircraft, and other parts and equipment for its high strength, light weight, and excellent malleability, and extruded aluminum fabrication is the core process that transforms the metal into parts and utility products. Perhaps you’ve heard of this manufacturing process and wondered what it is and how it works.
Next, we’ll discuss in detail what extruded aluminum fabrication is and its 6 process steps to help you quickly understand and recognize extruded aluminum fabrication.
what is extruded aluminum fabrication?
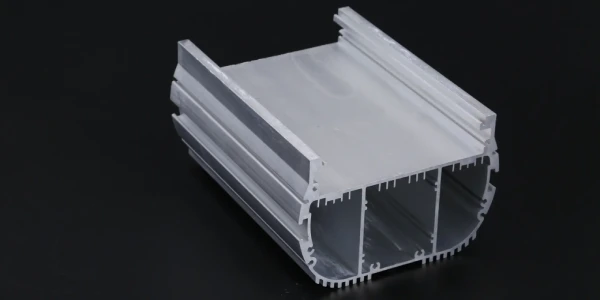
extruded aluminum fabrication is a highly efficient and widely used manufacturing process, the core principle of which is to pass a heated and softened aluminum billet through a specific shaped die under great pressure to obtain an aluminum profile with a constant cross-section shape. aluminum extrusion fabrication process can be The aluminum extrusion fabrication process can be visualized as squeezing toothpaste:
When squeezing toothpaste, the pressure exerted by the hand is equivalent to the enormous thrust of the extruder.
The soft toothpaste is the equivalent of heated and softened aluminum.
The shape of the exit of the toothpaste tube is the equivalent of a precision-made mold.
The final extruded toothpaste with fixed cross-section shape is the molded aluminum profile.
Types of molds for extruded aluminum fabrication
The die for extruded aluminum fabrication is a high-strength, heat-resistant steel tool, whose core function is to guide the flow of softened aluminum blanks to form a specific cross-sectional shape under great pressure and high temperature. They are divided into three main categories:
Solid molds: used to produce solid profiles with no closed cavities inside the cross-section. It is the simplest type, usually a flat steel plate carrying a forming hole through which the aluminum blank is extruded directly. It is mainly used to produce aluminum bars, aluminum rods, solid doors and windows of the frame and other structures, the structure is relatively simple, processing difficulty is low.
Hollow mold: It is used to produce hollow profiles, such as square tubes, round tubes or any complex profiles with closed cavities.
Semi-hollow mold: used to produce some profiles with deep grooves or partially enclosed structures, such as C-channel.
In short, the die is the heart of extruded aluminum fabrication. It not only determines the shape of extrusion, but also directly relates to the production efficiency, cost and quality. A well-designed die is necessary to produce high quality aluminum profiles.
Why Choose Supro MFG’s Custom Metal Fabrication Services
Real ex-factory price:
Provide the most cost-effective cost solution for manufacturing and assembling products, expanding product competitiveness.
Professional technical team:
a technical team specializing in custom shell manufacturing for more than 30 years.
Advanced Manufacturing Equipment: Industry-leading custom metal enclosure manufacturer with in-house sheet metal, die casting, precision machining workshops, and surface coating workshops.
ISO 9001-2015 Manufacturer:
ISO 9001-2015, PPAP III level, RoHS, NEMA, CE and other certified production standards.
24H*7 online English technical support: The professional English team responds quickly to users’ technical questions online at any time.
One-stop manufacturing solution:
help users from product design, prototype, batch manufacturing, surface treatment, assembly and packaging, transportation and a series of value-added services.
Authoritative testing capabilities:
With in-house mechanics and chemistry laboratories, it can quickly monitor manufacturing process quality control to ensure the delivery of high-quality products.
Intellectual Property Protection(NDA):
Accept to sign NDA documents to ensure that customers’ product information is protected.
Commitment to On-Time Delivery:
Door-to-door delivery in customizable secure packaging after complying with the delivery details agreed with the customer.

6 steps of extruded aluminum fabrication
Die Preparation
First, a precision extrusion die is made from high strength steel (e.g. H13 steel) according to the product design. The dies need to be heated to approximately 400-500°C before use to prevent thermal shock when the unheated dies come into contact with the high temperature aluminum material and to ensure smooth metal flow. Once the dies are preheated, they are ready to be loaded into the extruder.
Aluminum blank heating
According to the product performance requirements, select the corresponding aluminum alloy, such as Aluminum 6061 for structural parts, Aluminum 6063 for decorative profiles. Next, the cylindrical aluminum billet is placed in a heating furnace and heated to approximately 400-500°C. At this temperature, the aluminum does not melt, but has a very high degree of plasticity and ductility, making it ideal for extruded aluminum fabrication.
Extrusion
This is the core step in extruded aluminum fabrication. The heated aluminum blank is fed into the barrel of the extruder. A huge hydraulic ram pushes forward, exerting enormous pressure to push the softened aluminum blank through the forming holes of the die. As the aluminum blank exits the other end of the die, a continuous profile is formed that conforms to the shape of the die hole.
Quenching
Extruded aluminum profiles have a high temperature and low strength. It needs to be guided immediately to a cooling table for rapid cooling by a quenching system (air or water cooling). This process can lock the solid solution state of the alloying elements, laying the foundation for the subsequent heat treatment, and is a key step in obtaining high-strength aluminum profiles.
Tensile and Straightening
Extruded and quenched aluminum profiles may be bent or twisted during the cooling process and need to be leveled and straightened. In this case, a stretching machine is used to clamp the ends of the profile and apply a tensile force that slightly exceeds the yield strength, thus removing the internal residual stresses and straightening it.
Cutting
This is the final step in extruded aluminum fabrication, where the straightened aluminum profiles are cut to standard lengths, usually 6 or 8 meters, or to specific lengths specified by the customer.
online custom metal fabrication parts
Only 4 steps
Contact our experts team and experience the efficiency and economic benefits of digital metal fabrication services.
Upload Design Files
STL , STEP (.stp), IGES (.igs), (.ZIP), or PDF.
Also be a sample or an idea
Quote & Design Analysis
Instant factory quotes and DfM reports, the most reasonable solution.
Manufacturing Begins
Digital processes can initiate order tasks within 24 hours.
On-Time Delivery
Keeping delivery promises, approved by 3000+ Global Company buyers.
Heat treatment and surface treatment
After extruded aluminum fabrication is completed, the aluminum profile can be heat-treated to improve its performance; after heat-treatment, various surface treatments are carried out to enhance the aesthetic appearance and anti-corrosion properties.

Heat treatment
The core purpose of heat treatment is to control the heating and cooling process of aluminum, to regulate its internal microstructure, so as to obtain the required mechanical properties, such as strength, hardness. For the vast majority of extruded aluminum profiles, the most critical heat treatment is aging treatment.
T5 state: refers to extruded aluminum fabrication followed by air or water cooling quenching only, followed by artificial aging treatment. This is the most common state and has good strength.
T6 condition: The cooled section is reheated for solid solution treatment (quenching) and then artificially aged. It usually results in higher strength than the T5 condition.
Surface treatment
The purpose of surface treatment is to improve the surface properties of extruded aluminum fabrication parts to meet corrosion resistance, wear resistance, aesthetics or special functional requirements. Common finishing methods include:
Anodic oxidation: the aluminum profile as the anode, placed in the electrolyte energized, so that its surface to generate a dense layer of aluminum oxide film. The generated oxide film is high hardness, wear-resistant, corrosion-resistant, and the oxide film is a porous structure that can adsorb dyes and be dyed in various colors.
Powder Coating: Through the principle of electrostatic adsorption, dry plastic powder is evenly sprayed on the surface of extruded aluminum fabrication parts, which is then baked at high temperature and cured into a solid layer of coating. Powder coating is available in a wide range of colors, including textures, metallic effects, etc., and the coating is uniform in thickness and highly resistant to UV rays.
Electrophoretic coating: Similar to anodizing, but with paint particles added to the electrolyte. Under the action of electric field, the coating particles move directionally and deposit on the surface of aluminum profile, forming a transparent or colored resin film. Its surface is smooth and even, and can perfectly cover the texture produced in the extruded aluminum fabrication process, presenting extremely high smoothness and gloss, and good corrosion resistance.
Mechanical treatment: e.g. brushing, polishing, sandblasting, etc.
Get instant ex-factory price quotation.
If you only have an idea or an old sample,Let us know.
with photo or video and get our quotation and manufacturing solutions.
- Product design drawings or 3D model files.
- Material standards and appearance requirements.
- Product quantity demand.
- Industry standards in the application field.
- Functional requirements
Summary
extruded aluminum fabrication transforms simple aluminum and its alloys into critical components for a wide range of industries and is ubiquitous in our lives. If you need extruded aluminum fabrication services, contact us today!
Supro is a professional extruded aluminum fabrication manufacturer, we provide one-stop extruded aluminum fabrication services, not only to help you choose the right aluminum material for your project, machining process, but also to deliver the parts you need efficiently! We are ISO9001 and TS9001 certified. We are ISO9001 and TS16949 certified. Whether you need precision engineered aluminum alloy parts, aluminum enclosures, standard aluminum profiles, or custom aluminum prototypes, we can provide you with professional technical guidance and comprehensive manufacturing solutions!







