






Deep drawn stamping is a part that uses a flat blank material to be processed into a cavity structure one or more times. As one of the main stamping processes, metal deep drawing is widely used in: round, barrel, spherical, conical, and other non- Regularly shaped thin-walled products, usually combined with other types of stamping processes, can produce custom metal parts with more complex structures.
Different craft types of Deep drawn sheet metal.
Through different drawing methods, it can be divided into: deep drawing stamping, deep drawing processing, reverse drawing processing and thin-wall drawing processing.
Precision deep drawing:
Using the pressure plate of the mold, use the punching force of the punch to press part or all of the flat material into the cavity to form a cavity structure with a bottom. The depth of the product is consistent with the deep drawing direction.
Usually, the shape of large-diameter products such as circle and cone requires multiple precision deep drawing to enlarge the diameter.
Re-deep drawing:
When the depth of product design cannot be completed at one time, it is necessary to re-draw the pre-formed drawing blank parts. According to the characteristics and structure of the product material, adjust the drawing depth to prevent the material from deep drawing. can cause cracking and damage.
Reverse deep drawing:
When the product after deep drawing is reversely stretched to achieve a reduced diameter or stepped design, and when the material is stretched from the outside to the inside of the cavity, we need to use the reverse stretching process.
Thin Wall Deep Drawing
The preformed cavity product is pressed into a mold with a smaller diameter through punch pressure, and the surface is smoothed by the friction between the material and the mold, eliminating uneven wall thickness, and making an overall correction on the outer surface.
Deep drawing of 16 different shapes and structures.
When the material is deep-drawn and deformed by external force, different shapes should adopt different molds and strengths to ensure that the material is uniformly deep-drawn and the thickness is consistent to prevent local rupture or serious thinning.
1. round deep drawing:
In the more common deep drawing process, the product as a whole presents an axisymmetric circumferential shape, and the material is uniformly deformed on the circumference.

2. ellipse deep drawing
Shapes that are not circularly symmetrical will have different deformations when the material receives pressure. When the surface becomes larger, the deformation will also increase, and the surface will become smaller and the deformation will become smaller.

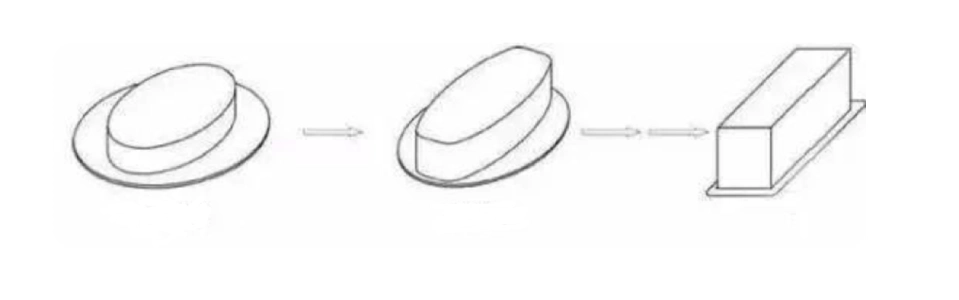
3. rectangular drawing
When low-height rectangular parts are deep-drawn, the deep-drawing resistance of the short-side area is greater than that of the long-side area, and the degree of deformation will also increase. Therefore, the material supplement should be considered when the material is deformed, and it is usually designed as a blank with flanges on both sides. shape.

4. Hill Deep drawing
All hypotenuses are separated from the die during the stamping process, and will not fit the die until the end of molding. After fitting the die, different parts of the material will have different deformation states.

5. Hill type deep drawing
This is a kind of deep drawing forming of sheet metal that combines deep drawing and stamping expansion forming.

6. Spherical deep drawing
At the beginning of the deep drawing of the blank sheet, only the top of the punch is in contact with the material. When the punch presses the material into the die, it completely fits the mold cavity, and the material undergoes deep drawing deformation and spherical shape. Parts of the material will thin and even wrinkle.

7. flange deep drawing
The flange of the deep-drawn product is first deep-drawn, similar to deep-drawn flanging. Because the stressed part is outside the edge, wrinkles often occur, so the forming limit is limited by compression wrinkles.

8. Edge Deep Drawing
External deep-drawing of deep-drawn preformed parts to give a deep-drawn structure of shallow height at the edges, which requires materials with good plasticity and deep-draw resistance, and pre-cuts in the blank part if necessary or margin design.

9. deep drawing
Deep-drawn parts that usually exceed the deep-drawing limit need to be deep-drawn multiple times through the mold, and small-diameter products can be deep-drawn by continuously reducing the forming diameter. For large-diameter products, it is necessary to first deep-draw the large-diameter bottom, and then carry out multiple deep-drawings to the design depth through the external material that is neither short nor long.

10. taper deep drawing
Conical deep drawing is a very special structure. Due to the large depth, the deformation force of the material in each part is different. During the deep drawing process, the material is very prone to thinning and even cracking. The step deep drawing method can effectively solve this situation. The blank is deep drawn into different cylinders in stages, and the diameters are enlarged respectively. Finally, all the cylinders are formed at one time to form a cone, which can effectively avoid uneven stress on the material. Phenomenon.

11. rectangular redrawing
For the deep drawing of a rectangle with a large depth, because the four corners will bear too much deep drawing force during high deep drawing, the phenomenon of cracking will occur. Using transitional deep drawing, the blank can be divided into multiple transitional shapes according to different force changes. The principle is similar to that of conical deep drawing.
12. surface deep drawn
The outer flange part of the metal batch is reduced, and the material of the forming part is elongated and deformed to form a deep drawing shape with a curved surface shape of a non-vertical side wall.

13. step deep drawing forming
Application and stepped product structure, the stepped shapes are usually arranged according to different levels, and the shapes in the layers are formed separately each time, so as to avoid a deep drawing that is too deep, complicated in shape, uneven deformation and cracking.

14. Reverse deep drawing
It is a kind of deep drawing, which is prefabricated into a deep drawing shape, and the stress surface of the material is fully extended, so as to carry out reverse deep drawing into a special shape to prevent the local wrinkle of the material.

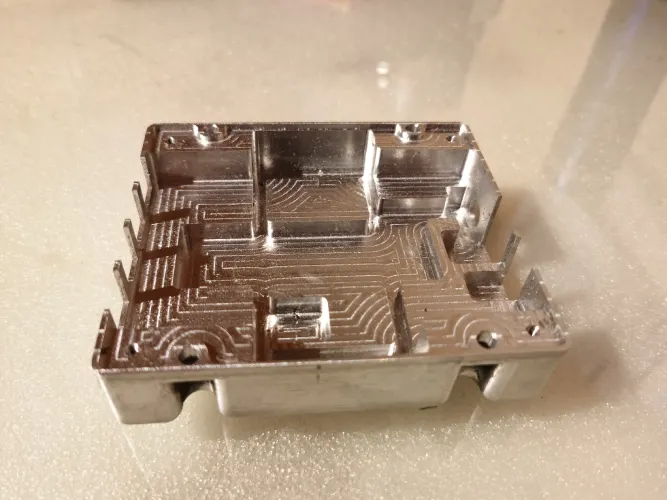
15. Thinning Deep Drawing
It is mainly to change the thickness of the height part of the deep drawing part during the deep drawing process. The gap between the die and the punch is less than the thickness of the material. When the product is pressed into the die, the product and the die are rubbed and cut to make the material. Thinning, enhanced surface smoothness and precision. Eliminate wall thickness deviation and deformation of product side walls.

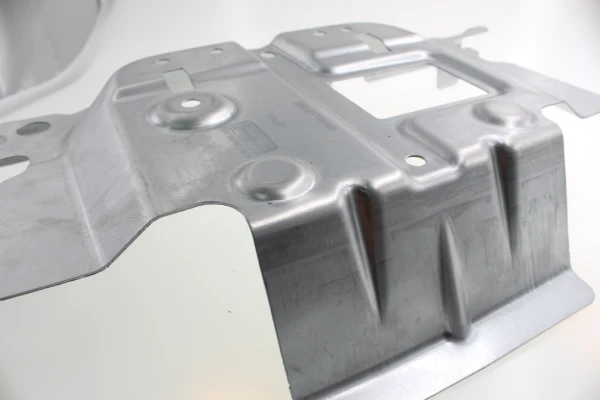
16. Panel deep drawing
Panel deep drawing is to form the sheet as a whole, the surface shape is complex, the height is not uniform, including deep drawing and expansion forming, it is mostly used in automotive sheet metal parts, and equipment shells, requiring materials with good ductility and resistance. Deep stretchability.

Supro MFG provides cost-effective metal deep drawing parts manufacture services. We have accumulated a wealth of manufacturing experience and professional knowledge to help us gain wide recognition from customers in the application of precision deep drawing stamping molds.
We comply with the operation of the ISO9001-2015 quality system and can deliver high-quality deep drawn services on time. We are familiar with the standards and demanding requirements of parts and molds in various industries. We provide all customers with free product design and optimization services, as well as mold design. One-stop manufacturing services such as manufacturing, mass production, surface treatment, and heat treatment.
Are you interested in starting a new deep drawing project?
Please contact Supro MFG to talk about the product with our expert team, hoping to help your business plan go smoothly.







