









Stainless steel welding in offshore rigs, desalination plants, and chemical lines demands exact metallurgical control. Duplex grades (like 2205) and super duplex grades (like 2507) require a strict 50/50 austenite-ferrite balance to maintain structural integrity under pressure.
Grand View Research reports the global stainless steel market topped $111 billion in 2023, driven heavily by energy infrastructure requiring materials that meet NACE MR0175 standards for sour service environments. Precision welding dictates whether these high-value joints survive or succumb to stress corrosion cracking.
Types of Duplex Stainless Steel Welding Processes
Duplex grades demand rigorous thermal control. The precise balance of strength and corrosion resistance depends on heat input (optimally 0.5 - 1.5 kJ/mm), specialized fillers, and reactive shielding choices.
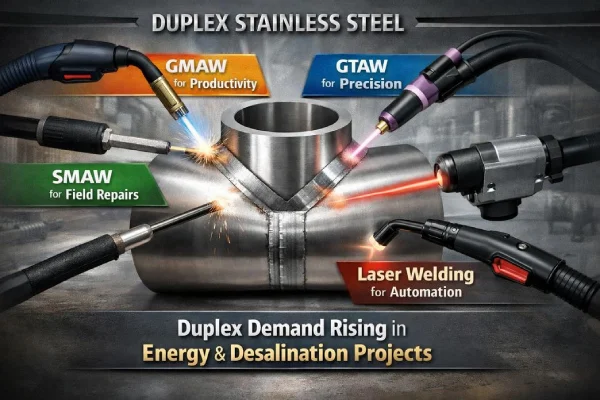
Gas Metal Arc Welding (GMAW) for Duplex Grades
When running GMAW on Duplex Stainless Steel, thermal management sits at the center:
Welding Parameters
- Current and voltage keep Heat Input strictly between 0.5 and 1.5 kJ/mm to prevent sigma phase precipitation.
- Travel speed protects the Microstructure from rapid cooling embrittlement.
Filler Metal
- Nickel-enhanced wire (typically 9% Ni like ER2209) supports phase balance by forcing austenite formation.
- Matching chemistry limits dilution.
For stainless steel welding shops handling volume work:
- Set spray transfer mode.
- Monitor interpass temperature strictly below 150°C (300°F).
- Verify ferrite levels after cooling.
This maintains productivity while protecting the critical austenite fraction, a standard practice when you rely on Supro MFG for expert metal welding services backed by 100% automotive-grade quality control.
Gas Tungsten Arc Welding (GTAW) with TIG Rods
GTAW fits thin-wall stainless welding jobs requiring rigorous root pass integrity.
- Tight Joint Design reduces distortion.
- Pure Shielding Gas (often augmented with 2-3% Nitrogen) prevents oxidation and replenishes austenite.
- Matching TIG Rods improve Weld Quality.
For welding stainless steel pipe roots, operators:
- Clean thoroughly.
- Purge with argon.
- Maintain low heat.
The result is smooth, controlled stainless steel welding that consistently passes ASTM A923 testing for intermetallic phases.
Shielded Metal Arc Welding (SMAW) Using Welding Electrodes
Field crews rely on SMAW for Duplex Stainless Steel repairs in harsh environments.
Welding Electrodes
Moisture-controlled storage (using vacuum-packed E2209 electrodes).
Correct polarity selection.
Quality Risks
Watch for Slag Inclusions.
Review Weldability before fit-up.
After Welding
Assess need for Post-Weld Heat Treatment (PWHT) to dissolve intermetallics.
This keeps field welding practical, especially utilizing portable units during small-batch manufacturing or when you partner with Supro MFG for rapid prototyping validation in just 1-3 days before field deployment.
Flux-Cored Arc Welding (FCAW) in Corrosion-Resistant Joints
With FCAW, deposition rates climb fast, frequently exceeding 5 kg/hr.
Flux Composition
- Stabilizes arc.
- Shapes slag release.
Weld Metal
- Supports Mechanical Properties.
- Maintains Corrosion Resistance.
The International Stainless Steel Forum noted in its 2025 market outlook that duplex demand continues rising in energy and desalination projects, pushing fabricators toward higher-efficiency welding solutions.
That trend keeps shops upgrading processes, allowing them to stay ahead of the curve utilizing Supro MFG’s ISO 9001 & IATF 16949 certified manufacturing processes to ensure high-efficiency upgrades are built to last.
Laser Welding Applications for Super Duplex Stainless Steel
For Super Duplex Stainless Steel, Laser Welding brings sharp thermal focus, often complementing advanced laser cutting solutions:
High Power Density
Deep penetration.
Narrow heat-affected zone (HAZ) minimizes time spent in the 700°C–900°C sigma phase danger zone.
Production Edge
Built-in Automation.
Strong Distortion Control.
Metallurgy
Managed Microstructural Evolution preserves strength.
In high-spec lines, this delivers clean seams with minimal rework, making production highly predictable—especially when optimizing your project through free DFM analysis and advanced laser cutting services from Supro MFG.
Why choose Supro MFG
Real ex-factory price:
Provide the most cost-effective cost solution for manufacturing and assembling products, expanding product competitiveness.
Professional technical team:
a technical team specializing in custom shell manufacturing for more than 30 years.
Advanced Manufacturing Equipment: Industry-leading custom metal enclosure manufacturer with in-house sheet metal, die casting, precision machining workshops, and surface coating workshops.
ISO 9001-2015 Manufacturer:
ISO 9001-2015, PPAP III level, RoHS, NEMA, CE and other certified production standards.
24H*7 online English technical support: The professional English team responds quickly to users’ technical questions online at any time.
One-stop manufacturing solution:
help users from product design, prototype, batch manufacturing, surface treatment, assembly and packaging, transportation and a series of value-added services.
Authoritative testing capabilities:
With in-house mechanics and chemistry laboratories, it can quickly monitor manufacturing process quality control to ensure the delivery of high-quality products.
Intellectual Property Protection(NDA):
Accept to sign NDA documents to ensure that customers’ product information is protected.
Commitment to On-Time Delivery:
Door-to-door delivery in customizable secure packaging after complying with the delivery details agreed with the customer.

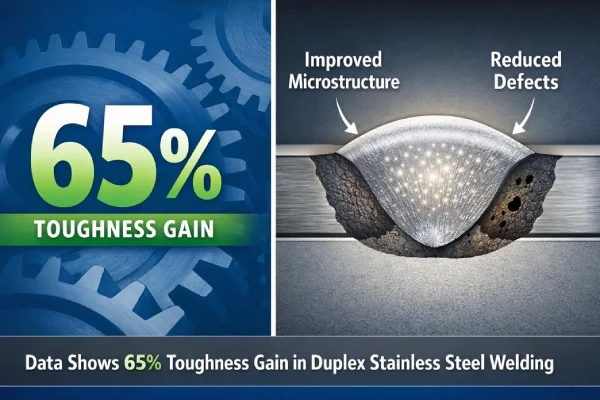
Data Shows 65% Toughness Gain in Duplex Stainless Steel Welding
Optimizing process control and filler chemistry yields verifiable results. Real shop data compliant with ISO 17781 demonstrates up to a 65% toughness gain when execution aligns perfectly with metallurgical requirements.
Evaluating Test Methods with Ultrasonic Testing Devices
In metal welding for stainless steel, proof starts with Ultrasonic Testing (specifically Phased Array UT) and smart Non-destructive Evaluation.
Inspection Framework
Equipment Setup
- Calibration of Testing Devices using certified blocks
- Sensitivity adjustment for duplex phase balance
Scanning Procedure
- Angle beam sweep across weld root
- Pulse-echo verification for mid-thickness zones
Data Interpretation
- Signal amplitude review
- Acceptance criteria tied to Weld Quality
Mechanical Correlation
| Test Sample | Impact Energy (J) | Ferrite (%) | Defect Rate (%) |
|---|---|---|---|
| Standard Weld | 45 | 62 | 3.8 |
| Optimized Weld | 74 | 52 | 1.1 |
| Controlled Heat Input | 78 | 50 | 0.9 |
Higher impact energy strictly aligns with optimized Material Properties and tight Defect Detection control.
Impact of Shielding Gases and Heat Input Control
Controlling Shielding Gases and Heat Input prevents brittle zones.
Gas Strategy
- Argon-rich blends
- Nitrogen additions (2-3%) to stabilize Microstructure
Parameter Balance
- Voltage and amperage tuning (0.5 – 1.5 kJ/mm)
- Travel speed monitoring
Resulting Effects
- Balanced ferrite/austenite ratio
- Stronger Mechanical Properties
- Improved Weld Integrity
Dialing in Welding Parameters protects impact strength during stainless fabrication processes.
Role of Welding Wires and TIG Rods in Strength Gains
Filler Metal Selection
- Matching chemistry in Welding Wires (using 9% Ni over-alloying)
- Controlled nitrogen in TIG Rods
Metallurgical Outcomes
- Higher Tensile Strength
- Stable Yield Strength
- Improved Corrosion Resistance (maintaining PREN > 40)
Shops utilizing precision components report consistent gains when filler chemistry aligns precisely with duplex base metals, drastically reducing compliance failures.
online custom metal fabrication parts
Only 4 steps
Contact our experts team and experience the efficiency and economic benefits of digital metal fabrication services.
Upload Design Files
STL , STEP (.stp), IGES (.igs), (.ZIP), or PDF.
Also be a sample or an idea
Quote & Design Analysis
Instant factory quotes and DfM reports, the most reasonable solution.
Manufacturing Begins
Digital processes can initiate order tasks within 24 hours.
On-Time Delivery
Keeping delivery promises, approved by 3000+ Global Company buyers.
4 Advantages of Pulse TIG Welding
High-frequency Pulse TIG (100-500 Hz) arc constriction refines heat control, reducing required rework on offshore frames and critical infrastructure.
Superior Penetration in 316 and Super Duplex Stainless Steels
Core material factors
Duplex Stainless Steel structure:
- Balanced ferrite/austenite ratio
- Sensitive to excess Heat Input
Corrosion resistance demands full Penetration
Pulse TIG arc dynamics
Controlled peak current:
- Refined Arc Characteristics
- Narrower, deeper fusion zone
Background current
- Stabilizes molten pool
- Supports consistent stainless steel welding results
For thick-wall pipe, this minimizes lack-of-fusion defects, ensuring tight control on deep groove joints without overheating the base metal.
Minimized Distortion with Precise Heat Management
Pulse settings reduce average Heat Input by up to 20%, improving Distortion Control.
Thermal management logic
Low background amperage
Reduced Residual Stresses
Improved Material Properties retention
Short peak cycles
Maintained Weldability
- Set pulse frequency.
- Adjust peak/background ratio.
- Validate with flatness checks.
Cleaner Weld Beads Using Advanced Fume Extractors
Stable arc
- Better Shielding Gas coverage
- Higher Weld Purity
Integrated Fume Extraction
- Clear visibility
- Improved Operator Safety
- Controlled Environmental Control
In state-of-the-art facilities, reduced fumes allow operators to maintain accurate torch angles, resulting in superior Surface Finish.
Consistent Mechanical Properties Verified by Hardness Testers
| Material | Peak Current (A) | Avg Heat Input (kJ/mm) | HAZ Hardness (HV) | Tensile Strength (MPa) |
|---|---|---|---|---|
| 316 Stainless Steel | 180 | 0.85 | 185 | 580 |
| Super Duplex Stainless Steel | 210 | 0.92 | 260 | 780 |
| Duplex Stainless Steel | 195 | 0.88 | 240 | 720 |
| 316 (Non‑Pulse TIG) | 180 | 1.10 | 205 | 560 |
| Super Duplex (Non‑Pulse) | 210 | 1.25 | 285 | 750 |
Verification flow
Hardness Testers validation
- Check Weld Metal
- Compare Heat Affected Zone (HAZ)
Mechanical review
- Confirm Yield Strength
- Validate Ductility
- Cross-check Microstructure
Get instant ex-factory price quotation.
If you only have an idea or an old sample,Let us know.
with photo or video and get our quotation and manufacturing solutions.
- Product design drawings or 3D model files.
- Material standards and appearance requirements.
- Product quantity demand.
- Industry standards in the application field.
- Functional requirements
FAQs about Stainless Steel Welding
What makes Duplex and Super Duplex stainless steel welding suitable for heavy industrial use?
1.Material Advantage
- Balanced ferrite–austenite structure resists stress corrosion cracking.
- Higher yield strength than 304 Stainless Steel or 316 Stainless Steel.
2.Process Control
- Gas Metal Arc Welding (GMAW) and Flux-Cored Arc Welding (FCAW) maintain stable deposition with Flux-Cored Wires and Welding Wires.
- Gas Tungsten Arc Welding (GTAW) with TIG Rods offers tighter heat control on critical joints.
3.Proven in Testing
After welding, Ultrasonic Testing Devices and Hardness Testers confirm fusion integrity.
Which consumables and inspection methods ensure lasting performance in stainless steel welding?
• Argon-based blends improve bead smoothness on 316 Stainless Steel.
• Controlled nitrogen additions (2-3%) help Duplex Stainless Steel retain phase balance and PREN values.
Paired with:
- MIG Welders for consistent wire feed in production lines.
- TIG Welders for precision root passes.
- Fume Extractors to protect operators wearing Welding Helmets, Respirators, and Flame Retardant Clothing.
How do shielding gases and equipment affect stainless steel welding quality?
① Consumable Matching
- Welding Electrodes for SMAW field repairs.
- Flux-Cored Wires for thick sections.
- TIG Rods for controlled GTAW on thin 304 Stainless Steel sheets.
② Surface Preparation
- Wire Brushes, Grinding Discs, and Welding Clamps keep joints aligned and clean.
③ Final Verification
- Penetrant Testing Kits reveal surface flaws.
- Non-Destructive Testing (NDT) Equipment and Radiographic Testing Services detect hidden defects, ensuring high reliability for manufacturers seeking long-term solutions. For example, utilizing an ISO 9001 and IATF 16949 certified provider ensures high-quality, one-stop OEM/ODM solutions. From 1-3 day rapid prototyping to high-volume production, delivering 100% automotive-grade quality is critical. Whether you need precise metal welding, sheet metal fabrication, or custom enclosures, reaching out to contact us ensures a real manufacturer’s quote and robust structural analysis.
References
- global stainless steel market topped $111 billion – grandviewresearch.com / Grand View Research
- NACE MR0175 standards – ampp.org / AMPP
- stress corrosion cracking – npl.co.uk / NPL
- 0.5 – 1.5 kJ/mm – twi-global.com / TWI Global
- sigma phase precipitation – nih.gov / PMC
- Microstructure – mdpi.com / MDPI
- Nickel-enhanced wire – hobartbrothers.com / Hobart Brothers
- austenite formation – sciencedirect.com / ScienceDirect
- ASTM A923 testing – astm.org / ASTM International
- intermetallic phases – osti.gov / OSTI
- Post-Weld Heat Treatment – patsnap.com / Eureka
- International Stainless Steel Forum – worldstainless.org / World Stainless
- 700°C–900°C sigma phase danger zone / Rolled Alloys
- ISO 17781 – iso.org / ISO
- Ultrasonic Testing – twi-global.com / TWI Global
- Non-destructive Evaluation – asnt.org / ASNT
- Argon-rich blends – twi-global.com / TWI Global
- Tensile Strength – astm.org / ASTM International
- PREN > 40 – bssa.org.uk / BSSA
- Hardness Testers – astm.org / ASTM International







