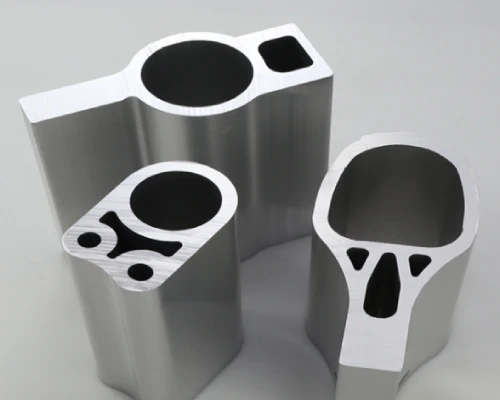









In aluminum extrusion production, warping, surface cracking, and uncontrolled temperature gradients are the three most persistent problems. They rarely occur in isolation—often, a deviation in a single process variable triggers a chain reaction of quality issues. For buyers who rely on the aluminum extrusion process to manufacture structural components, heat sinks, or rail transit profiles, this translates to batch scrapping and delivery delays.
From a metallurgical perspective, a billet preheating temperature difference exceeding 15°C creates uneven residual stresses within the extrusion; meanwhile, uncontrolled cooling rates during die exit directly lead to grain boundary embrittlement and hot cracks. As a professional aluminum extrusion manufacturer, Supro simultaneously controls alloy flow, die balance, and quenching gradients, using process data to ensure straightness and surface integrity—rather than relying solely on final straightening.
Understanding the root causes of problems is essential for effectively resolving defects. Therefore, this article will provide a detailed analysis of the three most common issues in the aluminum extrusion process, helping you achieve dimensional stability, structural integrity, and repeatable quality when producing custom aluminum extrusions.
Why Does Aluminum Extrusion Warp?
Warping in aluminum extrusion isn’t random bad luck. It’s usually the result of metal behavior under heat, pressure, and cooling speed. When aluminum, extrusion force, and timing fall out of sync, straight profiles start to twist or bow. Let’s break down what really causes distortion in aluminum extrusions.

How Alloy Grade Selection Influences Warpage
In the aluminum extrusion process, the choice of alloy sets the tone for its stability.
In terms of material properties: The chemical composition of aluminum alloys determines their grain structure. High-strength grades often exhibit reduced ductility during cooling. A higher coefficient of thermal expansion increases the variation in shrinkage along the length of custom aluminum extrusions.
In terms of mechanical response: Material properties such as yield strength affect the effectiveness of post-extrusion tension straightening. The low ductility of high-hardness alloys limits their straightening potential. The final aging condition (T5 vs. T6) alters the level of internal stress after quenching.
In short, higher-hardness aluminum extrusions offer greater resistance to bending but also accumulate more stress. Supro Mfg helps customers select the appropriate alloy grade based on actual load and tolerance requirements, rather than relying solely on specifications in product catalogs.
Alloy | Typical Temper | Tensile Strength (MPa) | Thermal Expansion (µm/m·°C) | Warpage Tendency |
6063 | T5 | 145–186 | 23.5 | Low |
6061 | T6 | 260–310 | 23.6 | Medium |
6082 | T6 | 290–340 | 23.4 | Medium-High |
7075 | T6 | 500+ | 23.5 | High |
6005A | T6 | 250–300 | 23.4 | Medium |
The Effect of Die Design and Press Capacity on the Straightness of Aluminum Extrusions
Balanced metal flow is key to producing aluminum extrusions with good straightness. If the die geometry is not precise enough, thicker sections will stretch faster than thin-walled sections, generating internal stresses that cause profile distortion. Press performance is equally critical—proper punch pressure and stable speed prevent sudden temperature spikes, while sufficient tonnage ensures tolerances are maintained during long, continuous production runs.
Complex geometries (such as thin fins and thick bases) amplify any imbalances. This is why experienced aluminum extrusion manufacturers simulate die flow before production. At Supro Mfg, we use advanced modeling techniques to identify filling inconsistencies early on, thereby avoiding costly straightening processes later in the production cycle.
Balancing Billet Preheating with Cooling Methods
Temperature control is critical to the success of the aluminum extrusion process. Uniform billet temperature during preheating prevents uneven distribution of flow stresses, while a controlled heating process stabilizes the grain structure before the metal enters the die. After extrusion, the cooling method determines the final shape and strength.
While rapid water cooling locks in mechanical properties, it increases residual stress, which can lead to warping in custom aluminum extrusions. Gentle air cooling reduces deformation but may affect the microstructure. So what is the professional solution? The answer is “controlled quenching.” By adjusting the cooling rate according to the profile’s geometry, it strikes a balance between strength and straightness.
At Supro Mfg, we tailor the quenching intensity for each batch of custom aluminum extrusions: slower cooling rates for complex, thin-walled sections; faster cooling rates for thick, solid sections. This ensures consistent straightness without compromising performance.
Why Choose Supro MFG’s Custom Metal Fabrication Services
Provide the most cost-effective cost solution for manufacturing and assembling products, expanding product competitiveness.
a technical team specializing in custom shell manufacturing for more than 30 years.
Advanced Manufacturing Equipment: Industry-leading custom metal enclosure manufacturer with in-house sheet metal, die casting, precision machining workshops, and surface coating workshops.
ISO 9001-2015, PPAP III level, RoHS, NEMA, CE and other certified production standards.
24H*7 online English technical support: The professional English team responds quickly to users’ technical questions online at any time.
help users from product design, prototype, batch manufacturing, surface treatment, assembly and packaging, transportation and a series of value-added services.
With in-house mechanics and chemistry laboratories, it can quickly monitor manufacturing process quality control to ensure the delivery of high-quality products.
Accept to sign NDA documents to ensure that customers‘ product information is protected.
Door-to-door delivery in customizable secure packaging after complying with the delivery details agreed with the customer.

The 3 Main Causes of Surface Cracks in Aluminum Extrusions
In the aluminum extrusion process, surface cracks are not random occurrences. Their root causes can be attributed to three factors: improper quenching, leading to microstructural embrittlement; poor die maintenance, resulting in uneven flow rates; and rapid cooling, causing thermal shock. These factors interact—a brittle microstructure combined with worn dies inevitably leads to the failure of custom aluminum extrusions.
Improper Temper Designations Leading to Brittle Cracks
When working with extruded aluminum, selecting the wrong aging condition can directly alter the material’s properties and internal microstructure, and this is often where problems begin. Although the T6 aging grade offers high tensile strength, its elongation drops to just 8%. Once bent, grain boundary fracture occurs. The T5 aging grade still poses a medium-to-high risk of cracking under forming stresses.
The aluminum extrusion process requires matching the heat treatment condition to the actual stress conditions: complex bending operations require the T4 or O condition, not T6. Many manufacturers overemphasize strength while neglecting ductility. At Supro Mfg, we match the heat treatment condition to your forming process and profile geometry—this is the first line of defense against sudden fracture.
Temper | Tensile Strength (MPa) | Elongation (%) | Crack Risk Level | Typical Use |
T4 | 180 | 16 | Medium | Formed parts |
T5 | 220 | 10 | Medium-High | Structural profiles |
T6 | 260 | 8 | High if bent | Load-bearing |
T52 | 200 | 14 | Low-Medium | General use |
O | 110 | 25 | Low | Deep forming |
Inadequate Die Maintenance and Surface Quality Flaws
Surface issues with custom aluminum extrusions often stem from the dies. Improper die maintenance—such as rough surfaces, inconsistent bearing lengths, or inadequate lubrication—can lead to uneven metal flow, increased friction, and the formation of microcracks. These fine scratches act as stress concentration points; when subjected to stress (particularly in structural or transportation applications), they can develop into cracks visible to the naked eye.
At Supro Mfg, we re-polish bearings, verify alignment, and document every maintenance cycle. When evaluating aluminum extrusion services, be sure to review die management practices—this represents the hidden cost behind surface quality.
Rapid Cooling Methods Causing Thermal Shock
Rapid cooling may seem like a shortcut, but it is the direct cause of thermal shock in the aluminum extrusion process. If high-temperature extrusions are subjected to forced air or water quenching, their surfaces cool rapidly while the interior remains hot. This uneven contraction creates a sharp temperature gradient across the wall thickness—thin sections cool quickly, while thick sections retain heat. What is the result? Metal microstructural deformation, stress locking, and surface cracking.
In the aluminum extrusion process, a controlled cooling rate can prevent fractures while preserving the grain structure. As an experienced aluminum extrusion manufacturer, Supro adjusts the cooling rate based on the complexity of the profile cross-section and reduces the cooling intensity for profiles with complex geometries.
Only 4 steps
online custom metal fabrication parts
Contact our experts team and experience the efficiency and economic benefits of digital metal fabrication services.
Upload Design Files
STL , STEP (.stp), IGES (.igs), (.ZIP), or PDF.
Also be a sample or an idea
Quote & Design Analysis
Instant factory quotes and DfM reports, the most reasonable solution.
Manufacturing Begins
Digital processes can initiate order tasks within 24 hours.
On-Time Delivery
Keeping delivery promises, approved by 3000+ Global Company buyers.
Controlling Temperature Gradients in the Aluminum Extrusion Process
In the field of aluminum extrusion, thermal control is critical to success. Even minor temperature deviations during the extrusion process—such as uneven billet heating, poor quenching gradients, or inconsistent cooling—can lead to warping and internal stresses. The result? Skyrocketing scrap rates. At Supro Mfg, we maintain strict thermal control from preheating through to the drawing machine.

Optimizing Billet Preheating for Temperature Uniformity
Stable billet preheating is key to producing high-quality custom aluminum extrusions. The goal is to ensure temperature uniformity from the center of the billet to its surface. Zone-controlled furnaces can maintain the temperature difference (ΔT) between the billet’s center and surface within a range of 15–22°C, depending on the alloy type, and their precise temperature control minimizes temperature overshoot.
During the aluminum extrusion process, stable preheating also reduces die stress and improves surface finish. In actual production, we utilize zone furnaces and timed holding cycles to ensure temperature uniformity.
Alloy | Target Billet Temperature (°C) | Max Core-Surface ΔT (°C) | Preheat Time (min) | Reject Risk (%) |
6063 | 480–500 | ≤15 | 90 | 3.2 |
6061 | 500–520 | ≤18 | 110 | 4.1 |
6005A | 500–515 | ≤20 | 100 | 3.8 |
6082 | 510–530 | ≤22 | 120 | 5.0 |
6060 | 470–490 | ≤15 | 85 | 2.9 |
Minimizing Internal Stresses Through Controlled Cooling Methods
After aluminum extrusion is complete, the cooling method determines the grain structure and internal stresses. Rapid quenching (water quenching or spray quenching) locks in strength but may cause deformation in thin-walled sections; conversely, slower air cooling eliminates stresses but may result in softening of the material.
What is the professional solution? A quenching process calibrated according to the alloy’s sensitivity and the profile’s geometry. This involves monitoring the exit temperature, adjusting the cooling rate, and verifying the results through hardness testing. In the aluminum extrusion process, this balance reduces residual stresses while maintaining the target tensile strength.
Supro customizes quenching strength curves for each profile. We employ staged cooling—fast enough to ensure strength, yet slow enough to guarantee profile straightness.
Integrating Stretch Straightening into Heat Treatment
In the aluminum extrusion process, stretch straightening is a step performed prior to final heat treatment to correct the geometric shape. Integrating stretch straightening into the heat treatment process is our method for ensuring straightness without counteracting residual stresses.
After quenching, we apply a 1% to 3% permanent tensile correction—sufficient to release trapped stresses, yet not so great as to cause cracking in thin-walled sections. The profile then enters the aging treatment stage, where the thermal stabilization process determines the final mechanical properties.
In aluminum extrusion, this sequence is critical: stretch first, then age. If the order is reversed, stress relief cannot be achieved. For high-precision aluminum profiles, this process effectively controls warping and bending before the final hardness is set.
At Supro Mfg, we match the stretching records with the aging records for each batch, ensuring predictable geometric dimensions.
Monitoring Heat Distribution Using Statistical Process Control
Thermal drift can compromise the consistency of custom aluminum extrusions. For this reason, we employ Statistical Process Control (SPC) to monitor each heating zone. Embedded sensors continuously monitor temperatures in the billet, die, and quenching zones. Continuous data sampling updates SPC charts in real time—control limits provide early warnings of instability before scrap is produced. Operators review data from each shift daily; any deviations trigger immediate adjustments to cooling or furnace temperature settings.
Trend analysis guides preventive maintenance rather than relying solely on reactive measures. In the aluminum extrusion process, this data management protocol effectively reduces scrap rates and ensures that tolerances remain strictly controlled across batches.
Looking for a reliable custom sheet metal fabrication companies?
Talk To Supro MFG Expert Team
Contact us for competitive ex-factory prices,
and a full range of technical support services.
Warping, cracking, and temperature inconsistencies are the three most challenging issues in extruded aluminum, and understanding their causes is crucial. However, achieving truly zero-defect production requires rigorous control over die maintenance, material purity, surface oxidation, and the entire batch production process. “How to Avoid the 3 Most Common Problems in Aluminum Extrusion Processing” will break down these strategies in detail and demonstrate how we deliver on our quality commitments during large-scale production.
Summary
Supro is a professional aluminum extrusion manufacturer. Leveraging our advanced equipment, extensive manufacturing experience, and expert engineering team, we provide comprehensive aluminum extrusion services to over 3,000 companies worldwide, offering genuine manufacturer quotes.
We deliver a wide range of products efficiently and on time. From product design and rapid sheet metal prototype fabrication to mass production, we provide professional technical support and exceptional quality. We offer one-stop manufacturing solutions and highly cost-competitive product supply!







