










Driven by automotive lightweighting and the new energy industry, the aluminum stamping process has evolved from a supporting technique to a critical manufacturing step. For high-difficulty aluminum stamping parts, such as complex battery housings, success hinges on a deep understanding of the microstructure and mechanical properties of aluminum stamping blanks (e.g., 5000 and 6000 series aluminum alloys). This necessitates moving beyond traditional steel stamping paradigms to precisely control springback compensation, die clearance, and lubrication strategies throughout the aluminum stamping process.
As a specialized aluminum stamping manufacturer, Supro MFG employs advanced forming simulation analysis (e.g., AutoForm) alongside ISO 9001 and IATF 16949 quality systems. This ensures full traceability and dimensional consistency throughout the entire process—from material sourcing to mass production. This article delves into how precision equipment selection, process quality control, and automated production management deliver truly low-cost, high-efficiency, and high-precision aluminum stamping solutions—empowering your projects to stand out in competitive markets.
Quick Answers: The Harmony of Aluminum Stamping
Core Role: Shapes aluminum coil stock into precise parts for automotive, aerospace, and electronics through processes like progressive stamping and deep drawing.
Production Benefits: Delivers lightweight strength, corrosion resistance, and fast cycle times for consistent high-volume output.
Key Steps: Choose the right alloy, select between deep drawing or progressive stamping, design durable tooling, enforce strict QC, and optimize press tonnage.
Equipment Essentials: Balance speed and control by selecting mechanical or hydraulic presses, matching tonnage and stroke length, and integrating automated lines with reliable coil feeders.
Quality & Efficiency: Implement stress analysis, in-line inspection systems, and streamlined tooling design to minimize waste, maintain tight tolerances, and drive cost savings.
How to Choose Aluminum Stamping Equipment
Aluminum stamping sounds simple—press metal, get parts—but real aluminum stamping success depends on smart equipment choices. From press type to tooling, every call affects aluminum parts quality, cost, and long-term aluminum forming stability.
Selecting Between Mechanical and Hydraulic Presses
Choosing the right press type for aluminum stamping starts with how force is delivered.
Mechanical Process: This method uses mechanical presses, which offer the advantage of high-speed operation and are suitable for blanking thin aluminum sheets and repetitive stamping operations with strict cycle time requirements.
Hydraulic Process: This method uses hydraulic presses, which offer the advantage of stable force transmission and adjustable precision, and are suitable for deep drawing and forming complex aluminum parts.
When selecting specific aluminum stamping methods, we must comprehensively evaluate the following key factors:
High volume + simple geometry → Mechanical configuration
Thick material + high part complexity → Hydraulic system
Mixed requirements → Assess flexibility before finalizing the solution
At supro mfg, matching press style to aluminum stamping projects avoids overbuying and keeps aluminum parts consistent.
Understanding the Importance of Press Tonnage and Stroke Length
In aluminum stamping, wrong press tonnage can wreck dies fast. Too low, parts crack. Too high, tooling suffers. Stroke length controls forming depth, affecting die height, material thickness, and overall force capacity.
Quick checks :
Confirm tonnage exceeds forming load by 15–20%.
Match stroke to part complexity.
Verify shut height aligns with die height.
Dialing these numbers in keeps aluminum stamping lines stable and protects investment.
Material Thickness (mm) | Recommended Press Tonnage (T) | Typical Stroke Length (mm) |
0.8 | 25–40 | 80–120 |
1.5 | 60–100 | 120–180 |
3.0 | 150–250 | 180–250 |
Choosing the Right Automated Stamping Line for Your Needs
Modern stamping production lines are not merely individual presses but entire ecosystems.
Automation Levels:
Entry-level: Manual loading + single press
Intermediate: Integrated automation with feeders and conveyors
Advanced: Servo-driven production lines enabling full process control
In aluminum metal stamping, selecting the appropriate automation level requires consideration of:
Defining required production capacity.
Verify system integration with upstream cutting or downstream assembly processes.
Evaluate the production line’s adaptability to diverse aluminum components.
Facing growing aluminum metal stamping demands, scalable automation effectively prevents bottlenecks and ensures predictable aluminum forming processes.
Key Considerations for Investing in Coil Feeders and Tooling Fixtures
In the aluminum stamping process, the core objective of investing in coil feeders and tooling fixtures is to ensure the microstructural stability and surface integrity of aluminum stamping blanks (such as 5052 or 6061 aluminum alloy coils).
First, we prioritize feeding precision. For soft aluminum materials, high-precision servo feeders can control feeding errors within ±0.1mm—a prerequisite for eliminating die eccentric wear and excessive burrs on aluminum stamping parts. Second, durable tooling fixtures must deliver uniform and sufficient clamping force to prevent dimensional deviations caused by micro-displacement during high-strength stamping.
As a professional aluminum stamping manufacturer, Supro MFG’s experience demonstrates: – Implementing quick-change die systems reduces setup time by 60%, significantly lowering downtime losses. – Strictly executing preventive mold maintenance enables early warning of fatigue cracks. – Weekly monitoring of feeder calibration status eliminates batch scratches caused by equipment drift. These three management actions are key to achieving consistency in high-volume production.
Why choose Supro MGF?
Real ex-factory price:
Provide the most cost-effective cost solution for manufacturing and assembling products, expanding product competitiveness.
Professional technical team:
a technical team specializing in custom shell manufacturing for more than 30 years.
Advanced Manufacturing Equipment: Industry-leading custom metal enclosure manufacturer with in-house sheet metal, die casting, precision machining workshops, and surface coating workshops.
ISO 9001-2015 Manufacturer:
ISO 9001-2015, PPAP III level, RoHS, NEMA, CE and other certified production standards.
24H*7 online English technical support: The professional English team responds quickly to users’ technical questions online at any time.
One-stop manufacturing solution:
help users from product design, prototype, batch manufacturing, surface treatment, assembly and packaging, transportation and a series of value-added services.
Authoritative testing capabilities:
With in-house mechanics and chemistry laboratories, it can quickly monitor manufacturing process quality control to ensure the delivery of high-quality products.
Intellectual Property Protection(NDA):
Accept to sign NDA documents to ensure that customers’ product information is protected.
Commitment to On-Time Delivery:
Door-to-door delivery in customizable secure packaging after complying with the delivery details agreed with the customer.

Aluminum Stamping Quality Control Best Practices
Quality control in aluminum stamping is a systematic process, beginning with rigorous incoming inspection of aluminum stamping blanks (e.g., 5052-H32) for mechanical properties. We implement SPC (Statistical Process Control) monitoring for every batch of aluminum stamping parts under ISO 9001 and IATF 16949 systems. Furthermore, we proactively detect stress fluctuations caused by mold wear through real-time monitoring of stamping tonnage curves and material flow.
Supro MFG's QC team performs FAI (First Article Inspection) and generates full-dimension reports, ensuring complete delivery of PPAP (Production Part Approval Process) level documentation. This represents our firm commitment to controlling defect rates at the PPM (parts per million) level and achieving zero-defect delivery.
Ensuring Precision with Stress Analysis and Material Properties
The precision of aluminum metal stamping begins before the stamping cycle.
Material Properties Review:
Verify yield strength and tensile strength meet forming depth requirements.
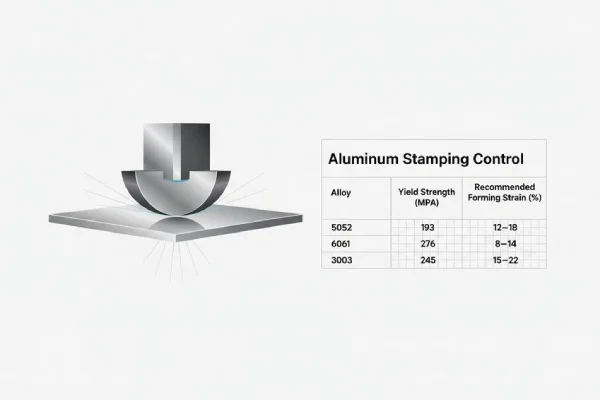
Compare certified data across aluminum alloys (5052, 6061, 3003).
Stress Analysis Validation:
Employ finite element analysis to simulate deformation zones
Identify thinning risks at radii and corners
Forming Parameter Matching:
Press force calibration: Match tonnage parameters to alloy strength ranges.
Optimize die radii: Reduce tearing by balancing bending radius with sheet thickness.
When aluminum metal stamping achieves mass production, skipping the simulation phase carries significant risk. Supro Mfg integrates forming simulation technology into the early stages, substantially reducing trial-and-error in the shop floor. This translates to fewer part cracking issues and fewer springback failures.
Alloy | Yield Strength (MPa) | Recommended Forming Strain (%) |
5052 | 193 | 12–18 |
6061 | 276 | 8–14 |
3003 | 145 | 15–22 |
Defect Detection: Common Issues and How to Prevent Them
Aluminum stamping defects usually show up fast:
Cracking at sharp bends
Tearing near punch corners
Surface defects from dirty dies
Below are common methods Supro Mfg employs to ensure quality:
Optimize lubricant flow to reduce friction heat
Improve die design to ensure uniform material flow
Adjust blank holder pressure to control springback
Short-cycle inspection proves equally effective: Check edge quality, measure burr height, perform fingertip scratch tests
In aluminum metal stamping, prevention beats sorting. Minor mold polishing eliminates recurring surface marks, while fine-tuning fillet designs prevents tearing over thousands of stamping cycles. Small improvements yield big gains.
Implementing Inspection Systems to Maintain Tolerance Standards
Achieving precision tolerance control for aluminum stamping parts in aerospace and automotive sectors requires a closed-loop inspection ecosystem, not sampling. Supro MFG’s system begins with process monitoring: In-mold vision systems scan each aluminum stamping part for micro-scratches, while force-displacement sensors track stamping processes in real-time, issuing alerts for abnormal loads caused by billet variations.
This data feeds into dimensional control via automated optical coordinate measuring stations, which verify critical hole positions and flange geometries against CAD master files. However, the true differentiator of our aluminum stamping services lies in our quality feedback loop mechanism. By analyzing statistical deviation trends, we execute rapid preemptive mold adjustments, ensuring tolerance compliance is secured before deviations occur. As a leading aluminum stamping manufacturer, Supro doesn’t merely inspect quality—we embed quality engineering into every part.

online custom metal fabrication parts
Only 4 steps
Contact our experts team and experience the efficiency and economic benefits of digital metal fabrication services.
Upload Design Files
STL , STEP (.stp), IGES (.igs), (.ZIP), or PDF.
Also be a sample or an idea
Quote & Design Analysis
Instant factory quotes and DfM reports, the most reasonable solution.
Manufacturing Begins
Digital processes can initiate order tasks within 24 hours.
On-Time Delivery
Keeping delivery promises, approved by 3000+ Global Company buyers.
High-Volume Aluminum Stamping Workflow Tips
Transitioning to high-volume aluminum stamping requires a paradigm shift from isolated processes to integrated workflows. This isn't just about speed; it's about ensuring absolute consistency across millions of stamping operations. Success hinges on balancing advanced aluminum stamping process control with the inherent variability of raw material. At Supro MFG, we achieve this synergy through intelligent automation and robust die design, enabling our aluminum stamping services to simultaneously meet global OEMs' dual demands for scale and precision.
Streamlining Mass Production with Efficient Tooling Design
High-output aluminum stamping starts inside the die.
Tooling Design Foundation:
Tooling design must align with part geometry and press capacity.
Smart die design improves material flow, reducing scrap in aluminum press work.
Balance stamping speed with heat buildup to protect thin aluminum sheets.
Process Optimization Layer:
Map coil entry, pilot release, and strip progression.
Use sensors to track process optimization metrics in real time.
Standardize lubrication to stabilize aluminum stamping consistency.
Maintenance Control:
Schedule predictive tool maintenance based on stroke counts.
Inspect punch edges to avoid burrs in aluminum stamping runs.
Log downtime causes and adjust die clearances.
At supro mfg, progressive dies are built for long aluminum stamping cycles, keeping aluminum parts moving without constant press stops.
Managing Supply Chain and Production Capacity for High-Volume Runs
Managing the supply chain and capacity for high-volume aluminum stamping parts hinges on synchronizing materials science with production planning. At Supro MFG, we treat stamping blanks not merely as inventory, but as a critical variable in the aluminum stamping process.
Our approach encompasses three dimensions:
Supply Agility: Shorten lead times through regional coil suppliers. Utilize rolling forecasting models tied to customer releases to ensure material chemical properties (e.g., condition) align with production requirements.
Capacity Buffering: Monitor stamping equipment utilization and actual demand in real time. Employ dual procurement channels to mitigate aluminum blank supply risks.
Data-Driven Planning: Daily inventory tracking fuels production modeling, enabling flexible capacity expansion for aluminum stamping services without compromising quality.
This ensures your aluminum stamping parts receive demand-driven, uninterrupted supply free from material constraints. As a specialized aluminum stamping manufacturer, Supro injects resilience into your supply chain.
Using Automated Stamping Equipment to Increase Output
Automation turns good aluminum stamping into serious volume.
Press Automation Core:
Integrate press automation feeders for steady coil advance.
Track cycle time digitally to prevent slow drift.
Boost throughput with servo-controlled motion profiles.
Robotics Integration:
Add robotics for part transfer in complex stamped aluminum assemblies.
Reduce manual touchpoints, improving equipment reliability.
System Monitoring:
Measure stroke consistency.
Flag vibration spikes early.
Log downtime events tied to automated stamping errors.
Modern automated stamping lines keep aluminum stamping smooth, especially during 24/7 runs. supro mfg applies servo press systems that shorten aluminum press cycle time without beating up tooling.
Maintaining Consistency: How to Handle Tolerance and Surface Finish in High-Volume Runs
When aluminum stamping volumes rise, small errors grow fast.
Key quality anchors:Tight tolerance control、Stable surface finish、Ongoing process monitoring
Dimensional Accuracy:Check dimensional accuracy using inline gauges every few thousand hits. Aluminum forming shifts can creep in with tool wear.
Surface Control:Maintain die polish to protect aluminum stamping appearance. Surface drag marks often trace back to inconsistent lubrication.
Material Properties:Verify incoming coil material properties—temper and thickness matter. Variations affect springback and final fit.
Quality Control Rhythm:Build layered quality control audits: operator checks, supervisor sampling, and lab validation.
Aluminum stamping at scale is never “set and forget.” Dial in the press, watch the aluminum, and keep data close. That’s how stamped aluminum parts stay consistent, even when production numbers climb fast.
For more information on the five key steps to success in this process, please read “Aluminum Stamping: 5 Key Steps to Success”
Looking for a reliable custom sheet metal fabrication companies?
Talk To Supro MFG Expert Team
Contact us for competitive ex-factory prices,
and a full range of technical support services.
Summary
Mastering the aluminum stamping process requires integrating all variables: from the initial selection of aluminum stamping blanks to real-time monitoring during the stamping operation. At Supro MFG, we demonstrate that the precision of aluminum stamping parts stems from the synergistic operation of advanced equipment, rigorous quality systems, and intelligent capacity management. Our aluminum stamping services are built upon this foundation, ensuring we deliver not just components, but predictable high-volume stability. If you require metal fabrication services, contact us immediately!







