




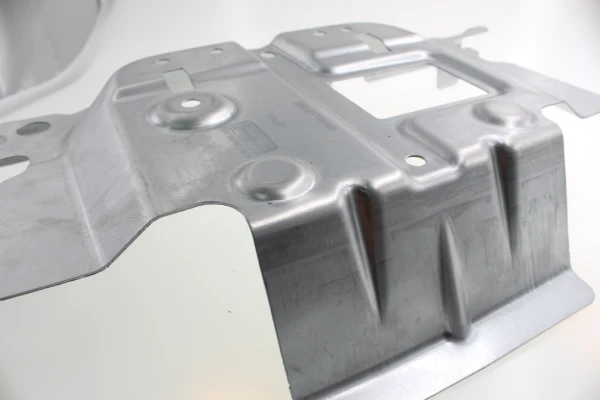



In industrial manufacturing environments, splash guards serve as a critical barrier, protecting sensitive mechanical components from corrosion caused by cutting fluids, lubricants, and coolants. When leaks occur at the corners or edges of joints, the liquid that accumulates on the shop floor not only creates a slip hazard but also poses a risk of violating workplace safety regulations.
The root causes of such failures in custom splash guards can typically be attributed to three interrelated factors: intermittent spot welding patterns that result in unfused gaps between discrete weld spots; insufficient penetration depth, which prevents complete fusion of the joint; and a lack of secondary sealing measures at the lap joint interface.
Although industry standards such as AWS D9.1 clearly specify process and inspection criteria for non-structural sheet metal products, many manufacturers still rely solely on spot welding when manufacturing splash guard assemblies, failing to address the inherent leakage pathways.
At Supro MFG, we view the integrity of splash guard welds as a systems engineering challenge—one that requires the adoption of continuous welding solutions, combined with appropriate structural sealants, to ensure zero-leakage performance throughout the component’s service life.
Analysis of Causes of Splash Guard Joint Failure
Insufficient weld penetration and discontinuities in the spot weld pattern are the primary causes of leaks in custom splash guard joints, as they create capillary channels through which coolant can migrate; without a secondary sealant, even the smallest joint gap can become a leak point.
Intermittent Welding Pattern
Spot welding is, by its nature, a discrete joining method, and there are inherently unfused physical gaps between weld spots. When splash guards are fabricated using this intermittent spot welding method, coolant or lubricant will gradually seep along these unsealed paths under the pressure or capillary action generated during equipment operation.
From an engineering perspective, spot welding is suitable for non-structural sheet metal parts that do not require liquid tightness; however, for custom splash guards that require protection against liquid ingress, this choice of process constitutes a design flaw in itself. Furthermore, the design of the spot weld pitch directly affects the shunting effect—excessively dense spot weld spacing causes the welding current to shunt through existing welds, reducing the size and strength of the melt core at the current weld spot; conversely, excessive spacing directly widens the leakage path.
Insufficient Weld Penetration in Splash Guards
Insufficient weld penetration is another key factor causing leaks in the seams of custom splash guards—when the molten core fails to fully penetrate the overlap interface between the upper and lower sheets, areas of incomplete fusion remain between the joint surfaces, forming microscopic leakage pathways.
The causes of insufficient penetration typically involve the interaction of multiple process parameters: welding current that is too low fails to generate sufficient Joule heat; excessive electrode pressure reduces contact resistance and results in insufficient heat output; and welding time that is too short prevents the weld core from developing fully.
In the actual manufacturing of splash guards, weld penetration is a typical “hidden quality” issue—the weld core is enclosed between the sheets and cannot be directly assessed through visual inspection. In the absence of destructive testing or online monitoring methods, defects caused by insufficient penetration often only become apparent after the finished product is put into service and fluid leakage begins.
Lack of Secondary Sealing—Design Omissions in Splash Guards
Even if the welding process itself meets quality standards, the lap joint area of custom splash guards still poses a risk of leakage—the metal-to-metal interface formed by welding is not an absolute barrier to fluid flow; microscopic pores and microstructural changes in the heat-affected zone can both serve as pathways for fluid migration. In applications requiring a high level of liquid protection, failing to incorporate secondary sealing into the design phase is a common and costly oversight.
Industrial polyurethane structural sealants can fill microscopic gaps that welding cannot cover, forming a flexible and chemically resistant secondary barrier. However, many manufacturers do not treat sealant application as a mandatory step in the Splash Guard process planning, but rather as an optional one. The consequence of this design decision is that even if spot welding meets structural strength requirements, fluids will continue to seep through capillary channels along the lap joint interface when custom splash guards are exposed to coolant or lubricant over the long term, ultimately leading to workshop floor contamination and safety hazards.
Only 4 steps
online custom metal fabrication parts
Contact our experts team and experience the efficiency and economic benefits of digital metal fabrication services.
Upload Design Files
STL , STEP (.stp), IGES (.igs), (.ZIP), or PDF.
Also be a sample or an idea
Quote & Design Analysis
Instant factory quotes and DfM reports, the most reasonable solution.
Manufacturing Begins
Digital processes can initiate order tasks within 24 hours.
On-Time Delivery
Keeping delivery promises, approved by 3000+ Global Company buyers.
Continuous Welding Solutions for Achieving Liquid-Tight Seams in Splash Guards
For splash guard seams that require protection against liquid seepage, continuous welding (TIG or laser welding) can achieve complete fusion of the joint, thereby eliminating the capillary leakage paths inherent in spot welding; the specific process selection depends on material thickness, alloy sensitivity, and thermal deformation limits.
TIG Welding of Splash Guards
The TIG (Tungsten Inert Gas) process melts metal through an arc established between a non-consumable tungsten electrode and the workpiece. The operator can independently control heat input and the addition of filler metal, making TIG a reliable choice for achieving full-penetration continuous welds in splash guard fabrication.
For stainless steel splash guards, using a direct current positive connection (DCEN) configuration yields a stable arc and ideal penetration characteristics; for aluminum alloys, however, it is necessary to switch to alternating current (AC) mode to utilize its cathodic cleaning effect to break down the surface oxide layer.
Taking 2 mm thick sheet metal as an example, the recommended welding current range is 80 to 120 amps; within this range, full penetration can be achieved without excessive burn-through.
However, an inherent limitation of TIG welding is its relatively low deposition rate—for high-volume splash guard fabrication, welding speed becomes a bottleneck that constrains production capacity. Therefore, the TIG process is best suited for medium- to low-volume applications involving custom splash guards that demand stringent requirements for weld quality and appearance.

Laser Welding of Splash Guards
Laser welding offers an upgraded process solution for the sealing requirements of thin-walled splash guards. A highly focused laser beam produces an extremely narrow weld and a minimized heat-affected zone (HAZ), enabling laser welding to process thin-gauge sheet metal—which is difficult to process using traditional arc welding—without causing burn-through or excessive distortion.
In terms of welding speed, laser processes typically reach several meters per minute, achieving a 5- to 10-fold increase in speed compared to manual TIG welding. For ultra-thin splash guard materials in the 0.2 mm range, laser welding can achieve full penetration under extremely low heat input conditions, and the heat-affected zone can be rendered invisible to the naked eye within a specific process window.
However, laser welding imposes extremely strict requirements on workpiece clamping accuracy and joint clearance—any gap exceeding the beam diameter may result in insufficient penetration or process instability. Therefore, the process feasibility of laser welding must be evaluated during the design phase of custom splash guards.
Design for Manufacturing (DFM) Considerations for Continuous Welds
The transition from spot welding to continuous welds is not a simple process substitution; rather, it requires a systematic Design for Manufacturing (DFM) evaluation during the design phase of custom splash guards.
Continuous welds apply sustained heat input along the entire length of the seam, which inevitably causes thermal deformation and warping of the splash guard. To control this effect, the design team must plan the welding sequence and symmetry strategies as early as the flat-pattern development stage—for example, by using segmented back-pass welding or skip-weld sequences to distribute the heat input.
Furthermore, continuous welds require consistent gap control and accessibility along the seam; when the splash guard design includes bending or stretching features, a minimum clearance (typically one spot weld diameter plus one bend radius) must be maintained between the welding gun electrode and the formed features to avoid shunting effects or interference issues.
In terms of material thickness, continuous welding has a much lower tolerance for sudden changes in thickness or lap joint mismatches than spot welding; this requires that thickness variations between adjacent panels in custom splash guards be kept within acceptable limits.
Incorporating the above DFM principles into early-stage design reviews of splash guards is a prerequisite for ensuring that continuous welding solutions achieve liquid-tightness objectives while keeping costs under control.
Are you looking for reliable & cost-effective
China Sheet Metal Fabricators
More than 150,000 OEM metal fabrication products delivered to 5,000+ global buyers.
And benefit from it!
Structural Sealant as a Secondary Leak-Proof Barrier for Splash Guards
Structural sealant serves as a secondary liquid barrier at the lap joints of splash guards. It fills microscopic gaps that welding cannot completely seal and provides chemical resistance against coolant and lubricants in harsh operating environments.
The Secondary Sealing Function of Sealant
Even when the continuous welding process in splash guard fabrication meets standard requirements for penetration depth and density, the metal-to-metal lap joint interface still exhibits microscopic pores and surface roughness variations that cannot be completely eliminated—these characteristics provide capillary pathways for fluid migration. In this scenario, structural sealant does not replace welding but acts as a secondary sealing layer, filling the microscopic gaps that welding cannot cover.
When the splash guard is subjected to vibration loads or thermal cycling, the elastomeric properties of the sealant absorb displacement and strain at the joint, maintaining seal integrity.
The ASTM C920 standard clearly defines the performance classifications for elastic joint sealants—including Type (single-component/multi-component) , Grade (non-sag/self-leveling), Class (joint movement capacity, e.g., ±25%, ±35%), and Use (substrate compatibility, e.g., aluminum designated as “A”). Based on the specific operating conditions of custom splash guards, the required sealant grade can be specified in accordance with this standard to ensure that the sealing solution aligns with the design objectives.
Industrial Polyurethane Structural Sealants—Material Selection Criteria
The advantages of industrial polyurethane structural sealants in sealing Splash Guard lap joints stem from the comprehensive properties conferred by their unique molecular structure. Represented by the Sikaflex series, these one-component moisture-curing polyurethane sealants form a permanently elastic seal upon curing. In terms of mechanical properties, typical products have a Shore A hardness of 40, a tensile strength of up to 1.8 MPa (260 psi), and an elongation at break of 500%—these parameters ensure that the sealant maintains a stable seal in environments with joint movement and vibration without cracking or delamination.
In terms of chemical resistance, polyurethane sealants are resistant to fresh water, seawater, diluted acids, and diluted alkali solutions, and offer temporary resistance to mineral oils, fuels, and animal and vegetable fats—a characteristic that makes them suitable for Splash Guard applications exposed to coolants, lubricants, and cutting fluids.
ASTM C1135 provides a laboratory method for quantitatively measuring the tensile adhesion properties of structural sealants and can serve as a basis for verification during material selection.
Best Practices for Splash Guard Applications—Surface Preparation and Curing Procedures
The long-term reliability of sealants in Splash Guard lap joints depends on strict control of surface preparation and curing conditions during application. The substrate surface must be clean, dry, and free of grease, oil, and dust—any residual contaminants will form a weak layer at the interface between the sealant and the metal, leading to adhesion failure.
Specific surface preparation procedures should be determined based on the type of substrate; ASTM C1375 provides recommended substrates and surface preparation methods for standard sealant testing, while ASTM D2651 offers systematic guidance on preparing metal surfaces prior to bonding.
During application, the width-to-thickness ratio of the sealant must be controlled—typically, a width at least twice the thickness is recommended—to ensure that stress is distributed evenly across the sealant rather than concentrated at the interface edges when the joint moves.
Curing conditions are equally critical: polyurethane sealants rely on moisture in the atmosphere to cure, and ambient temperature and relative humidity directly affect the curing rate and final cross-linking density; at temperatures below 5°C (41°F), the curing reaction slows significantly, so environmental parameters should be verified to ensure they are within the appropriate range prior to application.
Supro incorporates these process specifications into the manufacturing work instructions for splash guard fabrication as a basis for traceable quality control.
Looking for a reliable custom sheet metal fabrication companies?
Talk To Supro MFG Expert Team
Contact us for competitive ex-factory prices,
and a full range of technical support services.
Quality Assurance and Leak Testing of Splash Guard Welds
Verifying the seal integrity of custom splash guard welds requires a two-step process: first, inspecting the weld penetration and continuity during the welding process; then, conducting a final leak test using either the pressure decay method or the dye penetration method to confirm barrier integrity under operating conditions.
Process Inspection—Weld Penetration and Visual Inspection Criteria
The core of process inspection lies in the quantitative control of weld penetration for Splash Guard welds. Insufficient penetration means that the molten core has not fully penetrated the lap joint interface; the remaining unfused areas between the joint surfaces will become potential pathways for fluid migration. The AWS D9.1 Sheet Metal Welding Code provides systematic requirements for procedure qualification, operator qualification, and inspection of non-structural sheet metal weldments.
Regarding visual inspection, AWS D1.3 clearly specifies the acceptance criteria for sheet steel welds: the weld surface must be free of cracks, and weld convexity must be controlled within 1/8 inch.
For spot-welded splash guards, the spot diameter and indentation depth must also comply with the acceptable ranges specified in ISO 14373 or equivalent standards. In actual production, destructive testing (such as chisel-out testing or metallographic cross-section analysis) is a direct method for verifying penetration depth, while in-line ultrasonic inspection provides a non-destructive process monitoring solution capable of capturing the penetration status in real time during the welding process.
Supro MFG incorporates the above inspection methods into the process control plan for custom splash guards to ensure the traceability of weld quality for every batch of products.
Final Validation—Fluid Penetration Testing Procedure
After the welding and sealing processes are completed, custom splash guards must pass systematic leak testing before being released for delivery. For lap joints and fillet welds, dye penetrant testing is an effective method for detecting surface-opening defects—the ISO 3452 standard specifies the general principles of penetrant testing, which can effectively identify open discontinuities such as cracks, lack of fusion, and porosity.
Fluorescent Penetrant Inspection (FPI) can magnify defect indications under ultraviolet light, further improving the detection rate of microscopic leakage paths.
For scenarios requiring a quantitative assessment of the splash guard’s overall liquid tightness, the Pressure-Decay Method can be employed—after sealing the splash guard assembly, a specified air pressure is applied, and the pressure decay rate is monitored to calculate the leakage rate. The advantage of this method lies in its ability to perform 100% non-destructive testing on finished products, with test results that can be directly compared to acceptance criteria on a quantitative basis.
Supro MFG tailors test protocols to meet the Splash Guard’s protection rating requirements (such as IP ratings or customer-specific specifications) and incorporates leak testing as a quality gate into the final inspection process.
Conclusion
Fluid leakage at Splash Guard joints is not caused by a single process defect, but rather is a systemic engineering issue resulting from the interaction of three factors: welding mode, penetration control, and seal design.
From the process upgrade from spot welding to continuous welding, to the selection of sealant materials and the strict enforcement of construction specifications—quality deviations at any stage will ultimately manifest as leakage failures.
AWS D9.1 provides a regulatory framework for work quality and inspection in sheet metal welding, while ASTM C920 establishes technical benchmarks for the performance classification of elastic joint sealants. Supro MFG incorporates these standards into the process control and factory inspection procedures for custom splash guards, using quantifiable acceptance criteria to ensure that every finished product achieves the designed liquid tightness.
For technical consultation, design solutions, or product specifications, please feel free to contact our engineering team at any time.







