








When selecting materials for critical sheet metal fabrication projects, the choice of alloy and temper is more than just a specification requirement—it is the cornerstone of performance, cost-effectiveness, and durability. 5052 aluminum is a workhorse of the 5xxx series, and its H32 temper is an ideal choice for manufacturers seeking consistency.
As a key member of the aluminum-magnesium alloy family, 5052 aluminum H32 exhibits a stable level of strain hardening after precise heat treatment, achieving a unique balance between strength and formability. With a typical tensile yield strength of 193 MPa and a fatigue strength of 117 MPa, it provides the rigidity required for structural applications while retaining the ductility needed for complex bending operations.
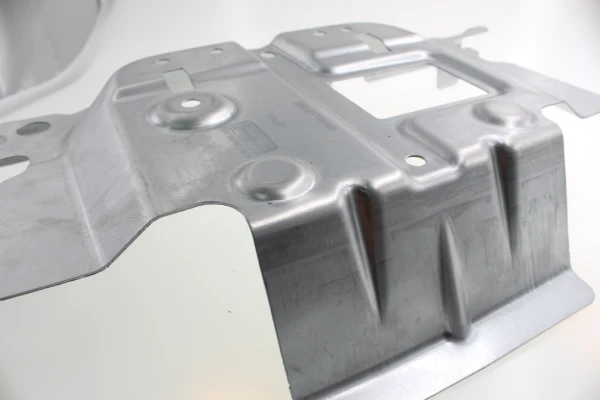
At Supro Mfg, we leverage these unique properties of 5052 aluminum to produce a wide range of precision components, from fuel tanks to electronic enclosures, ensuring that the material’s metallurgical integrity directly translates into the reliability of the finished product. This article provides a detailed analysis of 5052 aluminum to help you select the appropriate metalworking material for your sheet metal fabrication projects.
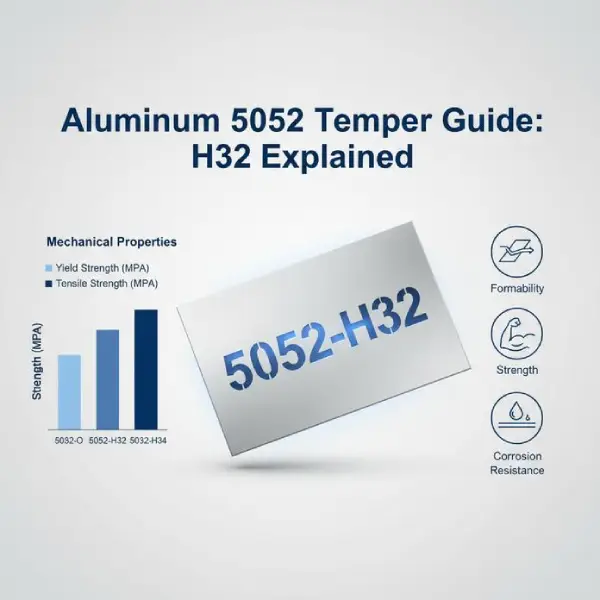
Aluminum 5052 Temper Guide: H32 Explained
Unlike annealed or fully hardened variants, Aluminum 5052 H32 undergoes precise aging treatment after strain hardening to lock in its mechanical properties. This results in a yield strength of approximately 193 MPa and excellent fatigue resistance; most importantly, it ensures predictable forming behavior while avoiding the springback issues commonly associated with higher hardness conditions.
Differences Between Aluminum 5052 H32, 5052-H34, and 5052-O
In sheet metal fabrication projects, specifying the correct heat treatment condition is just as important as selecting the alloy itself. The differences between the H32, H34, and O conditions of 5052 aluminum lie in the material’s heat treatment history, which directly determines its performance during processing.
The O condition is a fully annealed state with an elongation of 20–25%, making it highly suitable for deep drawing; however, its low yield strength renders it unsuitable for structural components. The H34 condition undergoes a higher degree of strain hardening, increasing surface hardness and yield strength. However, this comes at the cost of reduced ductility, increasing the risk of cracking during small-radius bending.
Aluminum 5052 H32 strikes the optimal balance in metallurgical properties. It has been strain-hardened and stabilized, achieving an ideal balance between strength and machinability. This means that parts made from it not only form predictably but also maintain structural integrity during use—which is precisely why Supro Mfg recommends H32 as the default material for housings and marine components requiring both corrosion resistance and fatigue life.
Temper | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
5052-O | 170–215 | 65–90 | 20–25 |
5052-H32 | 215–260 | 130–180 | 12–18 |
5052-H34 | 230–270 | 160–200 | 8–12 |
Temperature Control During the Forming and Bending of 5052 Aluminum Sheet
As an experienced 5052 aluminum sheet metal fabrication manufacturer, Supro understands that bending 5052 aluminum depends not only on press tonnage—more importantly, it requires managing the material’s thermal response to maintain its core properties.
Forming 5052 H32 aluminum at room temperature (cold forming) causes work hardening and increases springback, factors that must be considered in die design. However, introducing uncontrolled heat is a common misconception. Excessive heat input can over-soften the stable crystal structure of the H32 condition, expand the heat-affected zone, and lead to edge cracking or orange peel texture on the surface at small bend radii.
At Supro Mfg, our 5052 aluminum sheet metal fabrication process controls this issue by maintaining sharp dies and a consistent forming speed. This preserves the material’s ductility without compromising its yield strength.
How Magnesium and Chromium Content Affect the Hardness and Ductility of Aluminum 5052
The core of Aluminum 5052 lies in its chemical composition. Magnesium is the primary source of strength. It provides solution strengthening, where magnesium atoms distort the aluminum lattice, thereby hindering dislocation movement. This directly increases tensile strength while enhancing corrosion resistance in saltwater environments. Chromium is added in smaller quantities and primarily serves to refine the grain structure. It regulates the grain structure during processing, thereby increasing work hardening and extending fatigue life by inhibiting grain growth.
In metal fabrication projects, Aluminum 5052 offers the strength required for structural applications while retaining the ductility needed for forming. For this reason, Aluminum 5052 H32 has become our default specification for manufacturing fuel tanks and marine components—applications that require both pressure resistance and long-term fatigue performance without sacrificing machinability.
Selecting the Right Surface Treatment for Aluminum 5052
Selecting the appropriate surface treatment for 5052 aluminum alloy is not merely a matter of appearance; it directly impacts both service life and aesthetic appeal.
For Aluminum 5052 H32 used in marine environments, Type II or Type III anodizing is the engineering standard. This process transforms the surface into a hard, non-porous layer of aluminum oxide that bonds tightly to the base metal. This not only enhances corrosion resistance but also increases surface hardness to resist wear—which is critical for hatch covers or electronic equipment enclosures.
Brushing (oriented satin finish) is a mechanical finishing process. It is well-suited for architectural panels or consumer goods, as it masks fine scratches created during processing while forming a uniform texture. However, this finish does not provide additional corrosion protection and may require sealing.
The mill-finish (as-rolled) surface is ideal for structural, non-decorative applications such as brackets or internal frames. It preserves all the properties of 5052 aluminum alloy at the lowest cost.
At Supro Mfg, we recommend surface treatment solutions based on the part’s lifecycle to ensure long-term, stable performance within the intended design parameters.
online custom metal fabrication parts
Only 4 steps
Contact our experts team and experience the efficiency and economic benefits of digital metal fabrication services.
Upload Design Files
STL , STEP (.stp), IGES (.igs), (.ZIP), or PDF.
Also be a sample or an idea
Quote & Design Analysis
Instant factory quotes and DfM reports, the most reasonable solution.
Manufacturing Begins
Digital processes can initiate order tasks within 24 hours.
On-Time Delivery
Keeping delivery promises, approved by 3000+ Global Company buyers.
5 Factors Influencing Aluminum 5052 Weld Quality
Aluminum 5052 is everywhere—fuel tanks, marine panels, truck bodies—and when welding it, small details make a big difference. From prep work to heat control, each move affects strength and ductility. If you're working with aluminum 5052, 5052 aluminum sheet, or alloy 5052 plate, getting weld quality right saves time, money, and headaches.

Joint preparation for aluminum plate versus aluminum coil
The differences between sheet and coil materials in weld preparation primarily stem from the distribution of residual stresses and thickness.
For 5052 aluminum sheet, the focus of pre-weld preparation lies in edge condition and groove preparation. Precise groove angles (typically 60–70 degrees) are required to ensure adequate penetration in multi-pass welds. Additionally, a stainless steel brush specifically designed for aluminum must be used to mechanically remove the oxide layer, preventing Al₂O₃ from becoming trapped in the weld and causing fusion defects.
For coiled or thin sheets, the focus is on flattening and surface chemical treatment. Coiled material contains residual stresses from rolling; if the flattening process is skipped, the heat generated during welding will release these stresses and cause deformation. More critically, rolling oils and lubricants must be thoroughly degreased prior to welding. For thin 5052 aluminum, vigorous mechanical cleaning can scratch the surface; therefore, the standard practice is chemical cleaning combined with light polishing.
At Supro Mfg, we customize pretreatment solutions based on the product’s form, as in 5052 aluminum sheet metal fabrication, weld porosity almost always stems from errors in the pretreatment stage rather than arc-related issues.
Impact of magnesium alloy content on weld ductility
Although the magnesium content in 5052 aluminum alloy increases strength, it also alters the behavior of the weld. During solidification, magnesium content affects the grain structure and crack sensitivity. If heat input is too high, it may cause liquefaction cracks at grain boundaries in the partially melted zone or promote the precipitation of Mg₂Si, thereby hardening and embrittling the heat-affected zone (HAZ).
This hardening phenomenon reduces local tensile strength and elongation, resulting in joint efficiency typically ranging from 70% to 85%. In critical applications (such as automotive fuel tanks made from 5052 aluminum sheet), overheating can cause the heat-affected zone (HAZ) to harden, leading to failure under fatigue loading.
At Supro Mfg, we maintain the ductility of welds by strictly controlling the 5052 aluminum sheet metal fabrication process parameters, ensuring that joints bend rather than fracture under load. Understanding the material’s thermal response characteristics is key to providing reliable 5052 aluminum sheet metal fabrication services.
The Impact of Surface Treatment on 5052 Aluminum
The effect of surface treatment on the welding behavior of 5052 aluminum alloy far exceeds many people’s expectations. The as-rolled surface (uncoated) is the ideal choice—simply degreasing to remove rolling oil is sufficient to achieve stable arc transfer and uniform fusion. Painted or coated surfaces, however, are prone to causing problems: during welding, the coating burns off, and the gases released become trapped in the solidifying metal, forming porosity and compromising the weld’s integrity. Peelable protective films must be removed at least ½ inch beyond the weld line—any residual adhesive will carbonize in the arc, contaminating the molten pool and leading to slag inclusion or lack of fusion.
Heat input control and its effect on tensile strength and fatigue resistance
In the welding of 5052 aluminum alloy, heat input control directly determines the mechanical properties of the final joint. Excessive heat expands the heat-affected zone (HAZ) and reduces the cooling rate. For materials such as 5052 H32 aluminum, which have undergone strain-hardening treatment, excessive heat causes recrystallization and grain growth in the HAZ, resulting in permanent softening of the material. This directly reduces local tensile strength and weakens fatigue resistance. The heat-affected zone (HAZ) becomes a weak point, and cracks often originate from this area under cyclic loading.
Selecting the Appropriate Welding Process for 5052 Aluminum
Selecting the correct welding process for 5052 aluminum depends on the thickness, welding speed, and joint design.
For thin sheets and joints with high aesthetic requirements, TIG welding (GTAW) is recommended. This process utilizes a focused arc to achieve precise heat control, minimizing distortion and heat input in 5052 H32 aluminum. This preserves the aged condition of the heat-affected zone (HAZ) and produces a clean, spatter-free weld.
For high-volume automated production of stamped parts, resistance spot welding (RSW) is the optimal choice. Characterized by localized heating and rapid cycling, this process is ideal for joining overlapping sheets without the use of filler wire. However, parameters must be strictly controlled to prevent metal spatter and electrode wear.
At Supro Mfg, we select the appropriate process based on the part’s function to ensure that the joints produced through our 5052 aluminum sheet metal fabrication services meet the strength and fatigue life requirements of your application.
Why choose Supro MFG's Custom metal enclosure Services
Real ex-factory price:
Provide the most cost-effective cost solution for manufacturing and assembling products, expanding product competitiveness.
Professional technical team:
a technical team specializing in custom shell manufacturing for more than 30 years.
Advanced Manufacturing Equipment: Industry-leading custom metal enclosure manufacturer with in-house sheet metal, die casting, precision machining workshops, and surface coating workshops.
ISO 9001-2015 Manufacturer:
ISO 9001-2015, PPAP III level, RoHS, NEMA, CE and other certified production standards.
24H*7 online English technical support: The professional English team responds quickly to users’ technical questions online at any time.
One-stop manufacturing solution:
help users from product design, prototype, batch manufacturing, surface treatment, assembly and packaging, transportation and a series of value-added services.
Authoritative testing capabilities:
With in-house mechanics and chemistry laboratories, it can quickly monitor manufacturing process quality control to ensure the delivery of high-quality products.
Intellectual Property Protection(NDA):
Accept to sign NDA documents to ensure that customers’ product information is protected.
Commitment to On-Time Delivery:
Door-to-door delivery in customizable secure packaging after complying with the delivery details agreed with the customer.
How Joining Aluminum 5052 Reduces Weight Significantly
Light rides smoother and burns less fuel. That’s the simple truth behind smart material choices. When aluminum 5052 joins the design plan, weight drops, strength holds steady, and real-world performance feels the difference.
Lightweight advantages of 5052 aluminum sheet in automotive components
In modern automotive components, the lightweight advantages of 5052 aluminum sheet show up in clear layers of value.
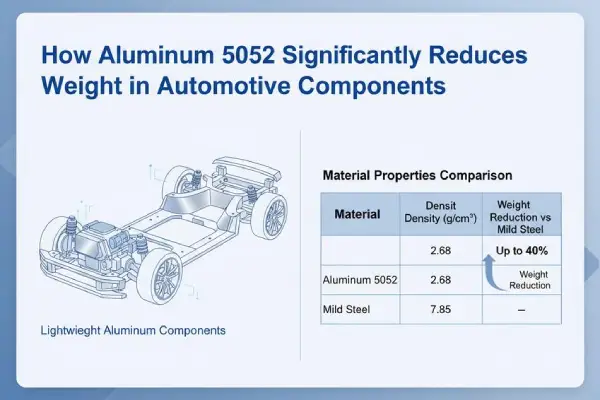
The density of 5052 H32 aluminum is only 2.68 g/cm³, approximately one-third that of steel, and its stable mechanical properties support repeatable forming processes. Door panels and inner brackets manufactured from 5052 aluminum sheet achieve weight reduction without sacrificing rigidity.
Even in slightly thicker gauges, 5052 aluminum alloy can reduce component weight by up to 40% compared to low-carbon steel. This translates to higher fuel efficiency, smoother handling, and lower emissions over the long term.
The properties of 5052 aluminum alloy ensure that this lightweight design does not compromise structural integrity. At Supro Mfg, we are capable of manufacturing complex, rigid automotive components that meet both stringent safety standards and the weight-reduction requirements of modern vehicle platforms.
Material | Density (g/cm³) | Tensile Strength (MPa) | Yield Strength (MPa) | Typical Gauge (mm) |
Mild Steel | 7.85 | 270 | 210 | 1.2 |
HS Steel | 7.80 | 450 | 350 | 1.0 |
Aluminum 5052 | 2.68 | 228 | 193 | 1.5 |
6061 Aluminum | 2.70 | 310 | 276 | 1.6 |
304 Stainless | 8.00 | 515 | 205 | 1.0 |
Seamless joining techniques: stamping, machining, and forming
Smart joining techniques keep weight savings intact during fabrication of aluminum 5052.
Stamping reduces part count by shaping complex ribs directly into 5052 aluminum sheet.
Machining trims excess stock, keeping tolerances tight.
Forming allows curved housings without heavy weld seams.
A practical flow in manufacturing processes looks like this:
1)Blank preparation from flat aluminum 5052 sheet.
2)Precision stamping to create structural beads.
3)CNC machining for interface points.
4)Controlled forming to match final geometry.
This approach cuts fasteners, avoids thick overlap joints, and limits heat distortion. Less welding means fewer reinforcements. Less reinforcement means lighter assemblies. In short, good process control protects the natural edge of aluminum 5052.
For general sheet metal work, fabricators like the way 5052 aluminum responds to bending without cracking. It’s forgiving. That keeps scrap low and output steady.
Applications of Thin Flat Bar and 5052 Aluminum in Fuel Tanks and Electronic Enclosures
Across fuel tanks and electronic enclosures, the role of thin flat bar and 5052 aluminum is practical and multifaceted.
For fuel systems, 5052 aluminum H32 has become the industry standard because its magnesium content provides the material with inherent resistance to ethanol-blended fuels and road de-icing agents. The material’s density of 2.68 g/cm³ directly reduces the unsprung mass of saddle-shaped fuel tanks.
In the electronics sector, the properties of 5052 aluminum alloy—particularly its high thermal conductivity (138 W/m·K) and natural oxide layer—allow enclosures to dissipate heat and resist moisture without the need for additional plating.
At Supro Mfg, we utilize 5052 aluminum sheet metal fabrication techniques to create leak-proof seams and precision internal rails, ensuring that enclosures effectively protect sensitive components
Contact Us
The balanced properties of 5052 aluminum alloy—strength, formability, and corrosion resistance—make it an ideal choice for demanding applications ranging from marine components to automotive structures. However, to fully realize its potential, a partner with deep metallurgical expertise and the ability to strictly control the manufacturing process is essential.
At Supro Mfg, with over 20 years of specialized experience and ISO-certified 5052 aluminum sheet metal fabrication processes, we ensure every component fully meets your specifications. Whether you need prototyping or mass production, we provide high-quality sheet metal fabrication services. Please contact our engineering team for a quote and Design for Manufacturability (DfM) analysis.







