







For the sheet metal manufacturing industry, having specialized manufacturing technology is one of the most important competencies. Superior manufacturing technology is demonstrated through the accumulation of extensive manufacturing experience, continuous technological updates, and advanced manufacturing equipment that optimizes the advantages of sheet metal bending in terms of low cost and high economic efficiency.
In this article, Supro MFG’s team of senior sheet metal bending engineers, relying on 30 years of manufacturing experience, explains the technical knowledge and solutions of sheet metal bending that most designers are unaware of.
1.Types of bending molds
Sheet metal bending tools (mold/dies) is one of the essential tools in the sheet metal forming process. Sheet metal bending molds are composed of upper and lower parts, with the upper mold representing the bending angle and the lower mold representing the forming angle. By applying pressure to the molds through the CNC bending machine, the sheet metal is pressed between the molds, and the sheet metal can be manufactured into a variety of special shapes and structures.
Therefore, the reasonable selection of bending dies is a key step in manufacturing high quality sheet metal bending products and reducing the scrap rate. For senior sheet metal bending engineers, they can quickly and accurately select the correct bending dies, and the storage and registration of all dies are necessary.
1.1 Selection and setting of upper molds.
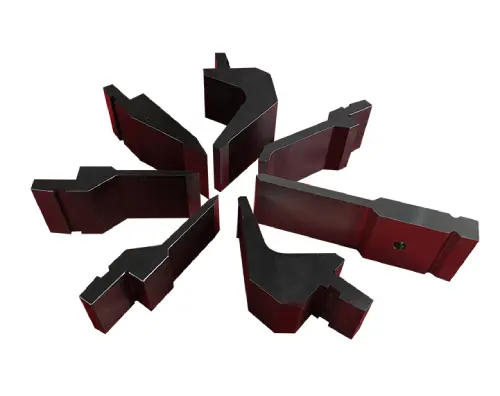
According to the different bending methods can be divided into: standard sheet metal bending molds and customized special bending molds.
When bending sheet metal at right angles and non-right angles, we choose standard bending molds. Special bending molds will be customized when there is a need for special structural bending, such as: 0° angle folding, continuous bending, step bending, and very small space. General standard bending angle will not be less than 90 degrees at right angles, the upper mold and the lower mold tip angle of 88 ° (in order to offset the rebound of the metal material). Special bending requires special molds to be customized according to the design structure and angle of the product (special cases need to be analyzed and set).
(And according to the needs of different product design, we will create some special shape bending molds, such as avoidance type, embossing type, large R-angle type, etc., we will be detailed in another article, get more content please click)

1.2 Selection and setting of the lower mold
In addition to the thickness of different plates for bending, bending the lower mold V-groove size setting changes, the general selection of V-groove mold opening size for the thickness of the plate 6-10 times (0.5 ~ 2.6mm for 6t, 3 ~ 8mm for 8t, 9 ~ 10mm for 10t, 12mm or more for 12t).
1.3 Segmentation of molds

Generally, the standard length of the tooling we use with our CNC bending machines is 835mm. At Supro MFG, our engineers have matched a number of different lengths of tooling, so that through the flexible combination of different lengths, it is possible to conveniently perform sheet metal bending work on parts with different structural angles and dimensions. sizes, (10, 15, 20, 40, 50, 100, 200, 300), of course, can also be customized according to the customer’s products of the special dimensions of the custom cutting special lengths.
2. Calculation of bending force
If our products need to be bent on very long or thick plates, it is necessary to calculate the pressure of the bending machine required. At Supro MFG, we know and calculate the tonnage required for bending (generally we choose a bending machine with a required pressure of 80% of the rated pressure of the machine) and select a reasonable V-shaped lower die according to the thickness, calculated as follows:
P=1.42 * L * T * S² / 1000 * V
V=8 * S
R=5 * V / 32
- P=Bending force (KN)
- L=Material length (m)
- T=Material tensile force
- S =Sheet thickness (mm)
- V =Lower mold width (mm)
*Tensile strength data for commonly used metal materials
- cold-rolled steel = 390N/mm²
- Carbon Steel = 450N/mm²
- Stainless Steel =520N/mm²
- Copper alloy =294N/mm²
- Aluminum Alloy =100N/mm²
*For example, the bending force for bending a 2-meter-long, 3-mm-thick soft steel plate is calculated as follows:
P=1.42*L*T*S²/1000*V=48 Ton/0.8=60 Ton
3. Minimum Bending Radius Setting for Bent Parts
When the pressure exerted by the sheet metal bending mold acts on the sheet metal, the material is bent, the outer side is stretched, the inner side is squeezed, and stress changes occur inside the material, and we call this area the sheet metal bending deformation zone. When the thickness of the material is determined, the smaller the bending radius, the greater the tensile and compressive forces received on the bending line of the material, and the more serious the deformation; when the tensile force received by the outer corner of the material exceeds the depth of tension strength that the material has, the material will fracture and crack, resulting in a reduction in the overall strength of the product, resulting in defective products.
Generally for soft metal materials can be set 0.4-1 times the thickness of the material for the minimum bending radius.
For some alloy metal materials, the minimum bending radius is 1 times the thickness, 1.5 times the thickness, 2 times the thickness.
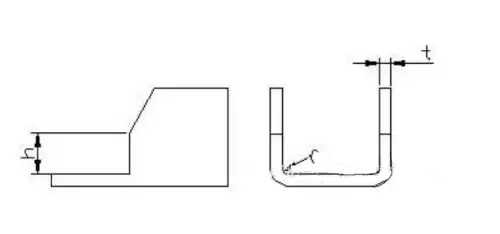
4. Bending height setting
4.1 Standard bending situation
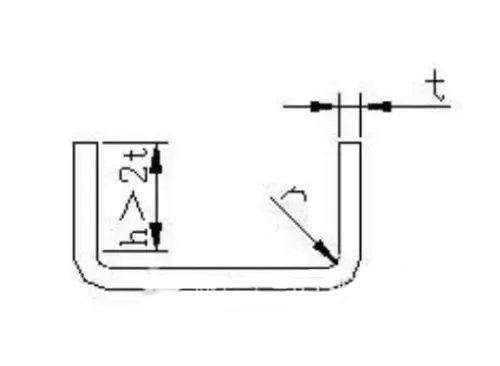
In general, we do not recommend bending height is too small, too small bending height will cause the material off the mold, resulting in mold damage, or bending line offset. The minimum bending height is twice the thickness of the material, such as: H> 2t.
4.2 Special bending height
When the product is designed for H≤2t due to specific functional and application requirements, we can first increase the bending height, and then get the set bending angle, and then get the required bending height through other processing methods.
Or we can create a groove accurately on the bending line by planing the groove, and then bend the product.

4.3 Bending height with beveled sides.
We often encounter special sheet metal bending design with beveled side edges, the lowest height of the beveled edge H < 2t, the highest point H > 2t, we will increase the material on the beveled edge by laser cutting or stamping to increase the connection point of the excess material, and then cut off the connection point when the bending is finished to get the shape of the product we designed.
5. Hole margins near bending lines
During sheet metal fabrication, we usually choose to create holes and other features on a flat sheet metal by laser or stamping. This avoids the problem of not being able to cut holes in complex shapes after bending.
However, when these holes are too close to the bending line, the material is deformed while bending and the edges of the holes are stretched (similar to the principle of 4.2 Special Bending Heights). Therefore, the distance from the edge of the hole to the bending line needs to be specially set and checked. This is shown in the table.
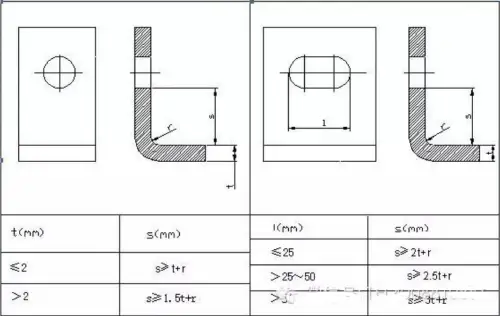
In similar cases, we usually change the position of the hole. If the change is not allowed and will affect the function of the product, we will reduce the diameter of the hole and enlarge the desired hole diameter after the bending process is completed. Alternatively, we may add anti-cracking holes (similar to 6.0) to the side of the holes to avoid deformation of the material.
If neither of the above design changes are possible, we will add joints inside the holes to create KNOCK holes to knock out the excess material after the bending process is complete.
6. Effective Process Hole Setting
When the material is bent, it is often encountered that at the ends of the bending line, the material will be squeezed each other and cracks will appear. This is because at the end of the material, all the stresses will be released centrally, and it is not possible to maintain the material’s tensile deepening properties, and these areas will produce prominent deformation, or cracks, so we need to increase the process holes in these corners to avoid these undesirable phenomena from occurring.
Different locations need different programs to dispose, next I will introduce several common phenomena.
6.1 Prevention of material breakage at the ends of the bending line
6.1.1 Step-type edges
When the product is designed with a protruding structure, we can increase the distance between the step and the bending line so that S≥R.
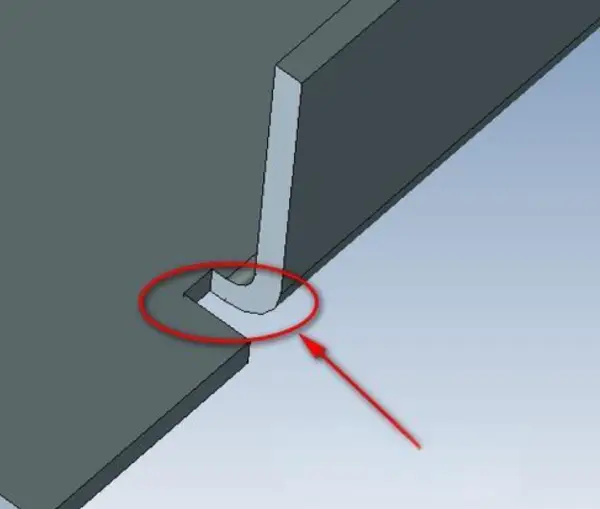
6.1.2 Bending line meets right angle
When a section of the bending line meets a material cross-section, a semi-circular process groove (groove width K ≥ t) is added so that the bending force is released from the circular groove.
6.1.3 Material cross-section meeting a bending line
Similar to 6.1.1, if the cross-section of the material is extruded during bending, but it is not possible to extend the step distance, we can add a notch in the cross-section of the material to relieve the mutual extrusion of the material and avoid cracking.
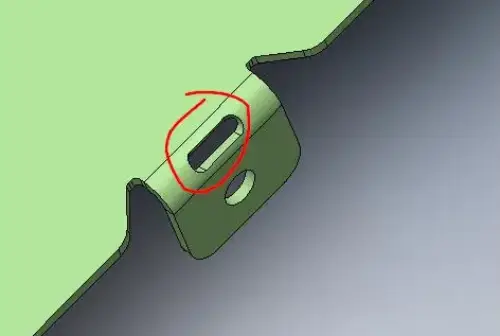
6.1.4 Holes in the bending deformation zone
When the product’s mounting holes or threaded holes, etc. are very close to the bending line, in the sheet metal bending deformation zone, we need to set up a notch or process hole in the hole relative to the bending line, which can change the hole because of the deformation caused by bending.
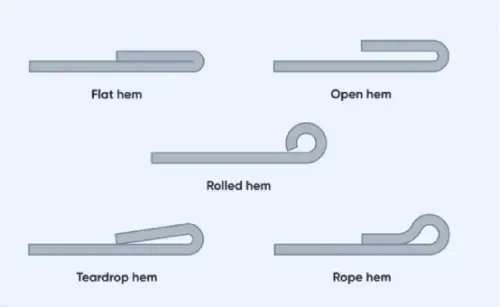
7.Sheet metal bending hemming
The length of hem is closely related to the thickness of the material, generally the minimum length of hem is as follows: L≥3.5t+R. t is the thickness of the material and R is the minimum bending radius of the corner.
Sheet metal hemming is a key point to test the technical excellence of sheet metal bending engineers. Good engineers can use sheet metal bending machines to create a wide range of complex hemm types, which can reduce the need for special tooling, and the material will not suffer from quality problems such as cracks and incomplete molding. We will explain this important technical issue in detail in another article.
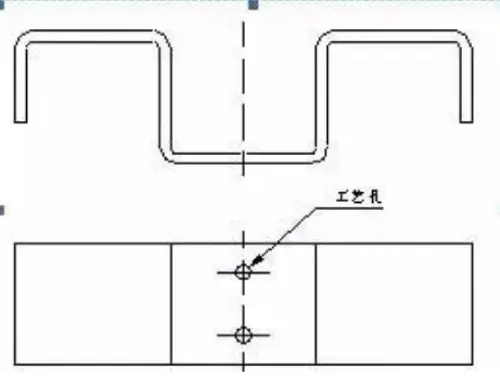
8. Bending positioning process holes.
At present, most of the work of sheet metal bending is still done by manual operation, in the manufacturing process, there will inevitably be human reasons for quality risks, resulting in the bending line and angle of the product offset. In order to avoid this problem, we sometimes add process positioning holes in the blank material of the product to ensure that the product material is bent in the correct position for processing, to ensure that the product meets the quality requirements and stabilizes production.
9. Rebounding of material after bending
Sheet metal bending parts rebound phenomenon is the most common quality problems, metal materials have the internal stress and tensile resistance makes the material will not be in accordance with the shape of the mold and stable to remain unchanged, in the bending force disappeared, the material will be with the direction of the bending, the release of pressure in the opposite direction. Resulting in products with unqualified dimensions and unqualified angles.
Mechanical properties of materials
The size of the rebound angle and the yield point of the material is a positive relationship, and the modulus of elasticity is inversely proportional to the precision requirements of the sheet metal parts, in order to reduce the rebound, the material should try to choose mild steel, avoid the choice of high-carbon steel and stainless steel and other strength of the metal plate.
For some alloy steel materials with high strength and high yield, anneal the heat treatment step as much as possible before sheet metal bending to reduce the hardness of the material, and then carry out the sheet metal bending work, and after the bending molding, increase the hardness by heat treatment. (However, for some products, heat treatment can deform the bending angle of the product.)
The larger the relative bending radius r/t is, the smaller the degree of deformation is, and the larger the rebound angle is.
The rounded corners of sheet metal bending, where material properties allow, should be selected as small as possible bending radius, which is conducive to improving the bending accuracy. Special attention should be paid to the fact that the design of a large rounded shape should be avoided, as the rebound amplitude of a large rounded shape will become larger without the protection of reinforcing bars.
9.1 Increasing the bending angle
Currently, the main inhibition is that the manufacturer will increase or decrease the bending angle in the design of the mold, so that the metal material with the excessive deformation of the mold, when the pressure disappears, the bending deformation zone will rebound to the projected angle and size, this method is the most simple and effective, but it will also be with the change of the material or design changes, the need to change the mold, resulting in an increase in the cost of the mold.

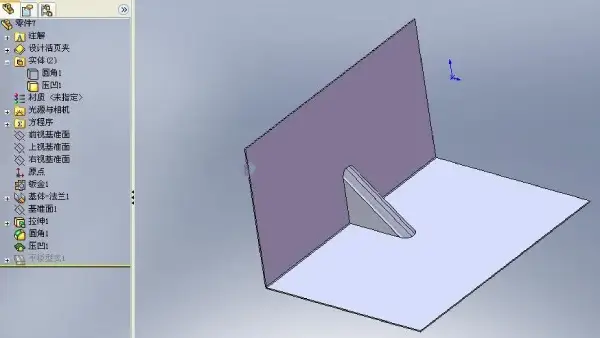
9.2 Adding reinforcement in the bending deformation area
The design of reinforcement bars is a widely used molding technique in the field of sheet metal bending, which can play a role in fixing and supporting the key corners, strengthen the overall structural firmness of the product, and effectively prevent the excessive rebound of the material without affecting the aesthetics and dimensions of the product.
10. Sequential principles of sheet metal bending processing
Sheet metal bending engineers need to do a lot of preparatory work before production, the main thing is to analyze the product structure and product requirements. Avoid the above technical points and quality risks in advance. Make necessary changes and precautions in product design.
Drawing up the bending sequence, excellent sheet metal engineers can make clever use of the processing sequence to minimize the quality risk, improve the quality level of the product, prevent interference in the bending process, and avoid the smoothness of the subsequent processing steps.
1. Bending sheet metal from the inside out
2. Bend small features first, then larger ones.
3. Bend special structures before bending to create common shapes.
4. Exclude interfering feature structures, customize bending dies, and avoid protruding materials that hinder molding.

The above knowledge points are the key points in the sheet metal bending production process, where problems are often encountered that can affect product quality and production costs. Although the product design ideas are constantly updating and changing, all the solutions still need to be adjusted and changed according to the actual product design and application requirements. But for these basics of sheet metal bending technology, you can effectively solve most of the quality risks.
If you encounter unsolvable problems in sheet metal bending work and product design, please contact our team of engineers, we will provide you with the most professional technical support, detailed solutions and one-stop manufacturing services online.
Supro Manufacturing Co.,Ltd. is a professional sheet metal fabrication company that relies on the advantages of advanced equipment, extensive manufacturing experience, and a dedicated engineering team to provide unparalleled custom sheet metal fabrication solutions to 3,000+ companies around the world with a real manufacturer’s quote.
If you are looking for a reliable sheet metal parts fabricator, then Supro MFG must be the perfect choice for you. We have a full range of resources in sheet metal parts fabrication including: sheet metal bending, laser cutting, sheet metal stamping and drawing,CNC Machining, Aluminum extrusion, die casting and surface finishing services. casting and surface finishing services.







