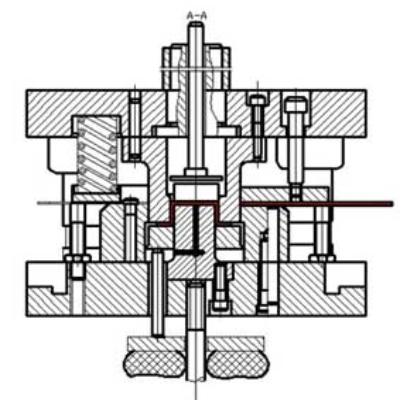







Sheet metal bending is a manufacturing process that uses external pressure to plastically deform metal sheet materials to form a specific angle and curve shape. Commonly used sheet metal bending types are divided into: V-shaped bending, Z-shaped bending, back pressure Bending etc.
The forming of high-quality sheet metal bending parts needs to refer to a variety of factors to avoid various quality risks, which requires rich manufacturing experience and technical knowledge.
Supro MFG has been focusing on precision sheet metal bending parts for more than 25 years, providing a full range of manufacturing solutions for various industries around the world, including: product design, mold design and manufacturing, mass manufacturing of products, and surface treatment.
But many times sheet metal designers do not take into account the actual production process, which makes the design of sheet metal parts too ideal, resulting in quality risks in the production process of products.
Below I will introduce some common problems in the manufacture of sheet metal bending parts, I hope to help you.
Forming height of Sheet metal bending
During the sheet metal bending process, the folded height should keep twice the material thickness and the bending radius, namely H≥2t+R.
A large number of sheet metal parts manufacturing experience tells us that if the height is too small, the material cannot wait for better positioning and molding, resulting in deformation and distortion of the product, and the correct size cannot be guaranteed.
What to do when there is a hypotenuse at the position of the bend? This is where many designers of sheet metal parts are puzzled, and the side that is too inclined is always incomplete or deformed. In fact, it is very simple, the product design needs to be slightly modified to ensure that the minimum edge is in line with the minimum bending height.
Of course, when the product design cannot be changed, we can choose to design the product to be larger than a reasonable height, and then cut off the excess material through cutting or other mechanical processing to meet the functional design of the product, prevent product deformation and distortion, and improve product quality.
Radius of Sheet metal bending
Sheet metal bending is a cold working process for sheet metal, so we must consider the characteristics of sheet metal, different materials have different yield degrees and minimum bending radius, follow a reasonable bending value.
Moreover, the bending radius of sheet metal is not as large as possible. If the bending radius is large, the springback coefficient of the material will increase, and the forming state of the material will be unstable.
Usually, the expert team of Supro MFG will analyze the product design, and design the radius of the bending die to be slightly smaller than the product design, so that the material can maintain a reasonable springback and reach the designed size, so as to better control the quality and bending. angle.
The bending radius is not as small as possible. Too small a bending radius will cause excessive folding of the metal sheet, or even exceed the strength of the metal sheet, resulting in breakage of the product, especially for materials with high hardness (for example: in T6 state). Aluminum alloy), excessive bending will cause internal fracture of the material, thereby affecting the strength.
Usually, the technical team of Supro MFG will choose to add bending line grooves to the metal sheet to avoid material breakage, and emboss lines on the metal sheet, so that there is enough space for bending and reducing cracks when the sheet is bent and deformed. , but slightly affects the structural strength.
Bending direction
An experienced sheet metal bending part manufacturer is not only a sheet metal fabrication specialist but also a material specialist.
Because in the sheet metal bending process, the fiber direction of the material must be analyzed. When the bending direction is the same as the material fiber direction, it will cause cracks in the sheet metal bending parts and reduce the strength of the product. This requires extensive material application experience.
Failure to hold down the material causes the bending to fail
This situation often occurs when the product design is changed, and the bending design is added to the structure of the original molded product.
In the early stage of sheet metal bending parts manufacturing, we will organize all the bending sequences so that all product details can be bent and formed in an orderly manner, and generally there will be no bending failures.
However, Supro MFG is actively helping customers develop new products many times, and inevitably encounters product design changes and increases the demand for functional structures.
In general, the phenomenon that the material cannot be pressed is mainly concentrated in the edge and the middle. The first method is to change the design, which will block the bending design to move, leaving the required bending height (2t+R), if the change involves When critical dimensions are not possible, we can make grooves in specific locations and use special bending props to avoid structures that hinder bending.
Reasonable reserved bending gap
In the process of manufacturing metal boxes or boxes by sheet metal bending, we often encounter that the two bent edges will cause material contact or even interference due to size and deformation errors, which will affect the use of the product. And during use, the wear of the material leads to a reduction in life.
A reasonable design will reserve a gap of 0.2mm-0.3mm in the corners and edges that may be in contact, which can avoid the interference of the material during the bending process.
Effectively enhance the strength of sheet metal bending parts.
Sheet metal bending parts are widely used in various industries and play a very important role. Products such as sheet metal cabinets, sheet metal housing and other products all require the support strength of sheet metal parts, so we need to be more reasonable in the details of the product. design to effectively enhance the strength of the bending parts.
In the bending process, the most common edge bending is to choose a short and wide bending design, which does not affect the size and appearance of the product, which is a very clever trick.
Subtly reduce complex bending structures
Overcomplicated bending structure, although it seems that the design is very ingenious, very smart, and full of design, but in the design of ordinary industrial sheet metal bending parts, overly complex bending will greatly increase the cost of the bending die, and in the bending process. It is difficult to ensure precise dimensional requirements during the bending process, increasing labor costs. Moreover, the complicated bending design will waste material, and more material will be cut when cutting.
Therefore, Supro MFG, in addition to special application requirements, you can choose the design of sheet metal bending parts with split structure, and combine them by welding or riveting, which can not only enhance the strength of the product, but also reduce the cost.
Difficult to align distant holes?
When the metal sheet is bent many times, excessive bending tolerances are accumulated on the edge, which increases the error value, so the hole position without reasonable design is very prone to deviation.
In Supro MFG, we usually set positioning features on the unfolded graphics of the product, such as small holes or chamfers, so that the dimensional errors caused by bending deformation are compensated by positioning design during the processing.
The normal function of the product can also be ensured by increasing the aperture or the waist-shaped hole.
When very precise apertures are required, with very tight dimensional tolerances, we typically use secondary machining (stamping, 3D laser cutting, CNC machining) to create precise apertures and other special designs.
Conclusion
The processing steps of the parts processed in the sheet metal workshop are: product preliminary test, product processing trial production and product batch production. In the process of product processing and trial production, it is necessary to communicate with customers in a timely manner and obtain the corresponding processing evaluation before mass production of products.
Supro MFG is a professional custom sheet metal parts manufacturer, focusing on: product appearance design, structural and functional design, product rapid prototyping, product mold design, mold manufacturing, sheet metal rapid prototyping, mass sheet metal manufacturing and other services.







