








What is deep drawing stamping?
First of all, we must first understand the principle and process of deep drawing stamping.
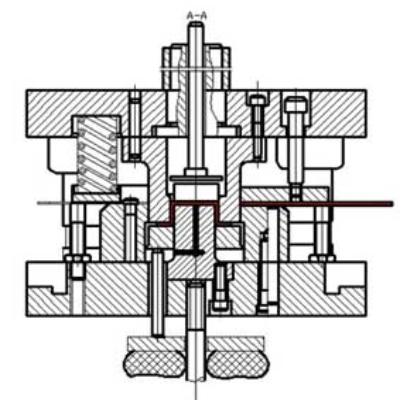
This is the most cost-effective manufacturing process for low-cost manufacturing of metal parts with cavity structures. The metal sheet is pressed into the drawing die by a press, and the external pressure exceeds the yield strength of the metal sheet material, thereby deforming into a Metal parts with cavity structures. The process is similar to stamping, but a drawn part is drawn more than half the diameter (depth) of the product and is called a deep drawn part. Those that do not meet the depth requirements are called stamped parts.
Drawing is a widely used sheet metal manufacturing process. It can be drawn many times according to the depth design of the product to manufacture many metal parts and daily necessities, including: aluminum cans, shells, auto parts, oil storage tanks, gas storage Cans, drinking glasses, and kitchen and household sinks, etc.

Why do wrinkles appear when Deep Drawing?
The wrinkling of the stretched parts is mainly concentrated at the wall or diameter of the product. Since the mold exerts pressure on the metal plate during the stretching process, the material is subjected to radial tensile force, and the mold also presses the edge of the material. With increasing depth, the material is stretched and deformed to fill the entire mold cavity.
During this process, the material in different parts will move with the pressure, and the accumulation of excess material will create wrinkles. Wrinkling can be predicted and solved if the mold and material are optimally designed.
The factors that cause wrinkles in deep-drawn parts are:
- blank holder pressure
- Cavity depth and radius
- Friction between die and cavity and material
- Pore between punch and cavity and material
- Rough sheet shape
- Material thickness
- Final product structure
- Deep drawing speed
- Number of deep drawn
- Mold temperature
- Raw material properties and composition
Wrinkling in deep drawing parts is a very comprehensive defect that needs to be analyzed and tested according to many factors, because we cannot directly feel the release of pressure.
In addition, the design of the die punch is also one of the ways to avoid wrinkle defects. The punch R angle of the punch is too large, which will cause wrinkles, and if it is too small, it will directly tear the metal sheet. How to balance this defect requires rich manufacturing experience and technical knowledge.
How to prevent wrinkles in deep drawing parts
1. Reasonable design of the blank holder structure
This is the most direct method to eliminate wrinkles. In most of the stretching forming process, the die is used to apply a stable and uniform blank holder pressure to the product, so that the punch can better resist the material yield strength and promote the material forming.
According to different stretching shapes and depths, changing the strength of the blank holder force is the cooperation of the material under pressure when the material is deformed at different depths and curves. For example, the initial forming requires a large pressure. The edge force will gradually relax, helping more material to participate in the deformation process, preventing the material from cracking or wrinkling.
2. Optimize the punch and cavity of the stamping die
Adjust the edge of the die to prevent the R angle from being too large, so that the punch or punch cannot restrict the movement of the material during the stretching process, resulting in wrinkles on the edge of the product. The role of the R angle is to help the material move smoothly into the cavity. .
3. Optimize the position of the binder structure
Check whether the pressing part is too small and the position is incorrect, check the position and shape of the folds, whether there are uneven folds, especially the irregular stretching shape, it needs to be stretched several times, and the mold cavity is moved separately. And the position of the pressing part to prevent the material from moving faster and forming wrinkles.
4. Optimize the shape of the blank material
Prevents the presence of excess material in the blank material that will increase the blanking force value and cause the material to not move uniformly into the cavity. This results in uneven wall thickness, cracks or wrinkles.
5. Increase the lubrication system
During the deep drawing process, it is very important to reduce the friction between the material and the mold. Usually, lubricating oil or plastic film is evenly applied to the blank material to reduce wrinkles and cracks caused by uneven friction.
In Supro MFG, it is recommended to use plastic film more often, which can reduce the cost of material cleaning and oil pollution. It can also effectively protect the surface of the material from scratches and dents.


China Supro MFG is a professional deep drawing stamping parts manufacturer, we have rich experience in deep drawn stamping manufacturing, with advanced automated deep drawing equipment and technical knowledge, we provide a full range of customized deep drawing parts for more than 3000 purchasers around the world Manufacturing solutions, as well as mold design and technical support services.







