



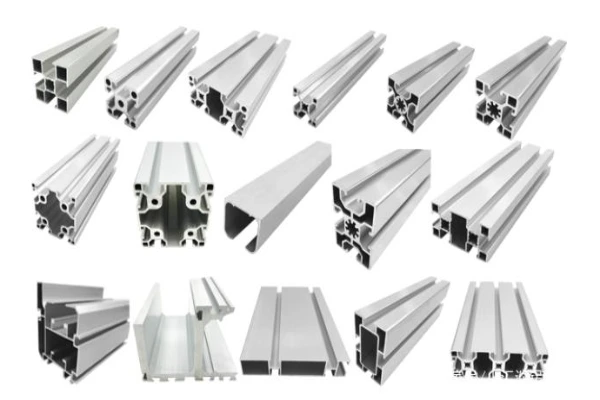



The aluminum extrusion process transforms aluminum and its alloys into various complex and continuous profiles, finding extensive applications in aerospace, medical devices, construction engineering, industrial equipment, and other fields.
However, the core to achieving this process lies in the aluminum extrusion die, whose design and application directly determine the precision, performance, and production efficiency of aluminum extrusion parts. With the continuous advancement of aluminum processing technology, the design and manufacturing of aluminum extrusion dies also face increasingly stringent requirements.
This article analyzes aluminum extrusion dies, first defining the core principles of the extrusion process, then introducing primary die types, and finally highlighting the functional value of supplementary tooling.
Aluminum Extrusion Process
The aluminum extrusion process shapes aluminum alloy materials into profiles with fixed cross-sectional shapes through dies. Its fundamental principle resembles squeezing toothpaste—by applying pressure, soft aluminum rods are forced through an aluminum extrusion die, forming long, strip-like profiles matching the die's shape.
Primary Steps of the Aluminum Extrusion Process
Billet Heating: First, cylindrical aluminum alloy ingots are heated in a furnace to approximately 400-500°C. At this temperature, aluminum becomes easily flowable for forming without melting.
Loading and Extrusion: The heated billet is transferred into the extruder's chamber. One end of the chamber houses a die with a specific profile. The extruder activates the ram, applying immense pressure to the billet. Under this force, the malleable aluminum is forced through the die.
Forming: As the aluminum flows through the die opening, it assumes the exact cross-sectional shape of the die, forming a continuous aluminum profile with a specific contour.
Cooling and Straightening: The freshly extruded profile is extremely hot and soft. It is transferred to a cooling bed, typically cooled using air or water. After cooling, the profile is guided through a straightening device to eliminate bends and twists, ensuring it is straight and dimensionally accurate.
Cutting and Aging: The straightened profile is cut to the desired commercial length by a cutting device. The cut profiles are usually subjected to an aging process to further enhance the profile's hardness and strength.
Rapid Prototype Turnaround
Committed to exceeding expectations for quality and rapid turnaround, and meeting high-quality sheet metal parts.
On-Demand Sheet Metal
Whether it is rapid prototyping & large-volume manufacturing, we will implement it according to customer needs and standards.
Real Fabricators Price
Integrate product design, bending, stamping, cutting, surface treatment, etc. to provide a series of manufacturing solutions.
What is an aluminum extrusion die?
The aluminum extrusion die is the core component of the entire aluminum extrusion process. It is an extremely hard, robust steel disc or rectangular block, typically made from high-strength alloy steel, containing one or more cavity openings.
Design Considerations for Aluminum Extrusion Dies
Material Flow Balance: Ensure uniform flow velocity of aluminum material throughout each section of the die. Excessive flow in any area may cause profile bending, twisting, or dimensional inaccuracies. Flow rates can be balanced by adjusting the working band length of the die cavity or adding resistance in high-flow zones.
Strength and Durability: Aluminum extrusion dies operate under high temperatures and extreme pressures while enduring intense friction from molten aluminum. Therefore, they must be fabricated from specialized hot-work tool steel and undergo rigorous heat treatment to minimize wear, deformation, and cracking.
Profile Precision: The machining accuracy of the aluminum extrusion die directly determines the dimensional tolerances and surface quality of the extruded profiles.
Types of Aluminum Extrusion Dies
Aluminum extrusion dies can be broadly categorized into three types based on their design and application: solid dies, hollow dies, and semi-hollow dies. Selecting the appropriate die type is critical for successfully extruding qualified, high-quality aluminum profiles.
Solid Dies
These are fabricated from a single, solid steel block with a fully open die cavity—free of internal metal bridges or cores forming enclosed voids. This die type produces solid aluminum profiles without cavities and is suitable for simple shapes.
Advantages: Simple construction, low manufacturing cost, high strength, and easy maintenance.
Hollow Dies
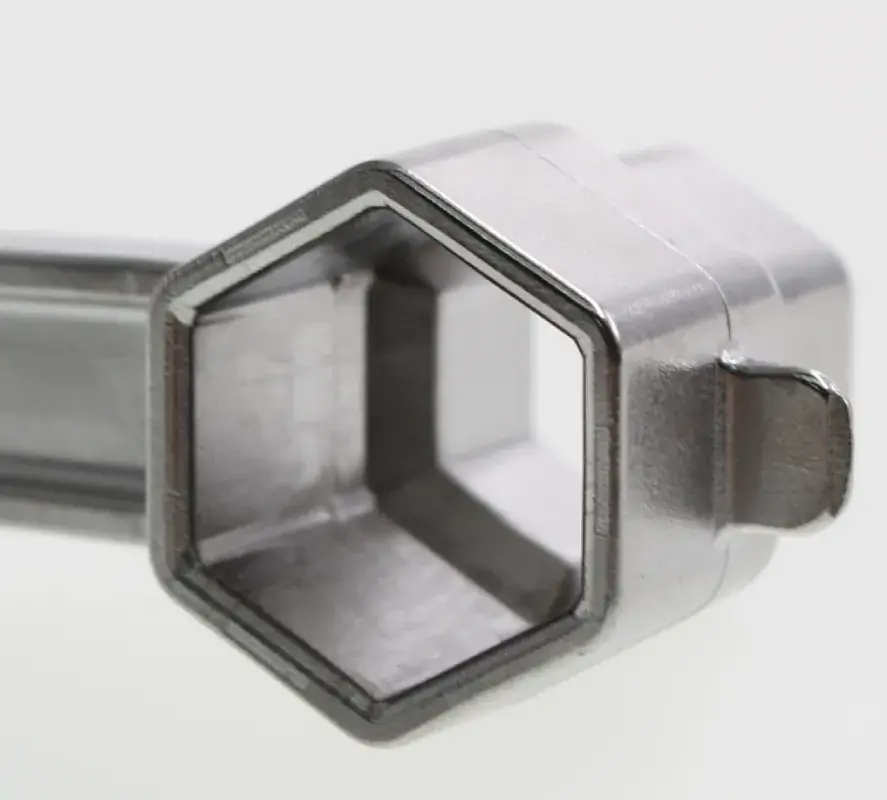
Hollow dies are essential for producing extruded profiles with one or more fully enclosed internal cavities, such as tubes or square tubes. These aluminum extrusion dies are suitable for manufacturing complex structural components, including tubular sections and structural elements with internal stiffeners.
The most commonly used hollow die for producing hollow profiles is the split die. It consists of a die base and a die core. The die core is fixed at the center of the die base, and the gap between the die base and the die core forms the final shape of the profile.
During extrusion, the billet is divided into multiple aluminum streams by the manifold holes. These streams flow through the bridge section and reconverge within the weld chamber. Under the high-temperature, high-pressure conditions of the weld chamber, they are firmly reunited through solid-state welding (diffusion between metal atoms), forming a seamless hollow profile.
Advantages: Capable of producing complex multi-cavity hollow profiles with smooth external surfaces.
Semi-Hollow Dies
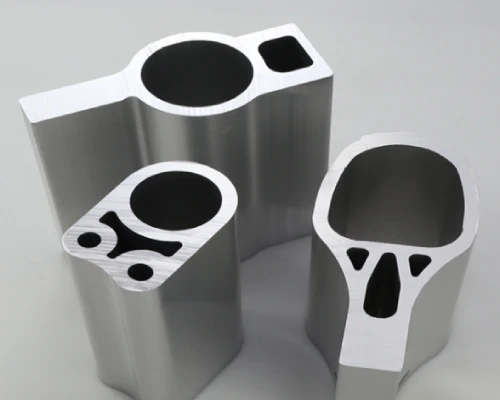
Semi-hollow dies combine features of solid and hollow dies to produce aluminum extrusions containing both solid and hollow sections. Similar in design to diverging dies, they feature a die core that is not suspended centrally via a bridge but connected to the die body through one or more pillars.
Additional Tooling for Aluminum Extrusion Dies
During aluminum extrusion, the die is central to forming, but completing the entire extrusion process and ensuring profile quality requires a series of auxiliary tools working in concert. These tools primarily support the die, guide the profile, ensure stable extrusion of aluminum, and maintain the correct shape.
Die Ring/Die Retaining Ring
This heavy steel ring securely fastens the aluminum extrusion die, die pad, and support pads together. It is installed as a single unit at the front end of the extruder barrel.
It prevents the entire aluminum extrusion die assembly from loosening or shifting under hundreds of tons of extrusion pressure, ensuring system stability and safety.
Die Pad
The die pad is a high-strength steel plate positioned directly behind the aluminum extrusion die, serving primarily as a support.
Without the die pad's support, the aluminum extrusion die would be prone to deformation, fracture, or premature wear under immense pressure.
Support Pad
The support pad is positioned behind the die pad. It is an exceptionally thick and robust steel block serving as the primary component for bearing the pressure transmitted by the extrusion rod.
Its main function is to evenly distribute the concentrated force from the extrusion rod across the entire aluminum extrusion die and die pad assembly, preventing damage caused by localized excessive stress.
Straightening Tools
After extrusion and cooling, profiles may develop some bending and distortion, necessitating the use of straightening tools.
Tension straighteners clamp both ends of the profile with fixtures and apply a tensile force exceeding the material's yield strength. This induces a slight permanent plastic deformation, thereby straightening the profile.
Cooling System
While it does not directly contact the aluminum extrusion die, the cooling system controls the cooling rate of the extruded profile. This is critical for the final mechanical properties and dimensional stability of the profile.
No design files? Let Supro MFG do it for you.
We often come across clients who have no professional design drawings and documentation, only a creative idea, which leads to the project being at a standstill.
If you are in this situation, then contact our team of experts.
Supro MFG, as an industry-leading custom metal fabricator, has an ever-experienced team of engineers who utilize their extensive fabrication experience and technical expertise to build your idea into a real product and create design files such as STEP/STP/SLDPRT/DXF/PDF/PRT/DWG/AI.
That’s what makes SUPRO MFG so great, and 2,000 corporate, entrepreneurial, artist, and other purchasers from around the world enjoy working with us and benefiting from our one-stop manufacturing services.

Get An Instant Quote Now!
In summary, the aluminum extrusion process relies heavily on the reliability and precision of the dies. Understanding and appropriately applying different types of aluminum extrusion dies and related auxiliary equipment is crucial for optimizing the aluminum extrusion process.
Supro is a professional aluminum extrusion manufacturer. Leveraging advanced equipment, extensive manufacturing experience, and a specialized engineering team, we provide perfect aluminum extrusion fabrication services to over 3,000 companies worldwide, along with genuine manufacturer quotes.
As an industry-leading aluminum extrusion manufacturer, we deliver diverse products efficiently and on schedule. From product design and rapid sheet metal prototype fabrication to mass production, we provide expert technical support and exceptional quality. We offer one-stop manufacturing solutions and highly cost-competitive product supply!







