






Hluboké ražení je součást, která používá plochý polotovar, který se jednou nebo vícekrát zpracuje do struktury dutiny. Jako jeden z hlavních lisovacích procesů je hluboké tažení kovu široce používáno v: kulatých, válcových, sférických, kuželových a jiných nepravidelně tvarovaných tenkostěnných výrobcích, obvykle kombinovaných s jinými typy lisovacích procesů, mohou vyrábět zakázkové kovové díly s složitější struktury.
Různé řemeslné typy Hluboce taženého plechu.
Prostřednictvím různých metod tažení lze rozdělit na: hluboké tažení ražením, zpracování hlubokého tažení, zpracování zpětného tažení a zpracování tenkostěnného tažení.
Přesné hluboké tažení:
Pomocí přítlačné desky formy použijte děrovací sílu razníku k vtlačení části nebo celého plochého materiálu do dutiny, aby se vytvořila struktura dutiny se dnem. Hloubka výrobku je v souladu se směrem hlubokého tažení.
Obvykle tvar výrobků s velkým průměrem, jako je kruh a kužel, vyžaduje vícenásobné přesné hluboké tažení pro zvětšení průměru.
Znovu hluboké kreslení:
Když nelze hloubku návrhu výrobku dokončit najednou, je nutné předtvarované výkresové polotovary znovu nakreslit. Podle vlastností a struktury materiálu produktu upravte hloubku tažení, abyste zabránili hlubokému tažení materiálu. může způsobit prasknutí a poškození.
Reverzní hluboká kresba:
Když je výrobek po hlubokém tažení obráceně natahován, aby se dosáhlo zmenšeného průměru nebo stupňovitého provedení, a když je materiál natahován z vnějšku dovnitř dutiny, musíme použít proces obráceného natahování.
Tenká Zeď Hluboké Kreslení
Předtvarovaný výrobek s dutinou je lisován do formy s menším průměrem tlakem razníku a povrch je vyhlazen třením mezi materiálem a formou, čímž se eliminuje nerovnoměrná tloušťka stěny a provádí se celková korekce na vnějším povrchu.
Hluboká kresba 16 různých tvarů a struktur.
Když je materiál hluboce tažen a deformován vnější silou, různé tvary by měly mít různé formy a síly, aby bylo zajištěno, že materiál je rovnoměrně hluboce tažen a tloušťka je konzistentní, aby se zabránilo místnímu prasknutí nebo vážnému ztenčení.
1. kruhová hluboká kresba:
Při běžnějším procesu hlubokého tažení má výrobek jako celek osově symetrický obvodový tvar a materiál je na obvodu rovnoměrně deformován.

2. elipsa hluboká kresba
Tvary, které nejsou kruhově symetrické, budou mít různé deformace, když materiál dostane tlak. Když se povrch zvětší, deformace se také zvětší a povrch se zmenší a deformace se zmenší.

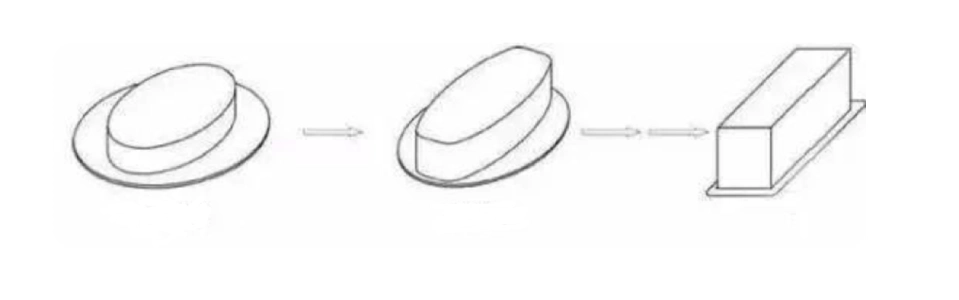
3. obdélníková kresba
Když jsou pravoúhlé díly s nízkou výškou hlubokotaženy, je odolnost proti hlubokému tažení oblasti krátké strany větší než u oblasti dlouhé strany a také se zvýší stupeň deformace. Proto je třeba při deformaci materiálu uvažovat o doplnění materiálu a obvykle je navržen jako polotovar s přírubami na obou stranách. tvar.

4. Hill Deep drawing
Všechny přepony jsou odděleny od lisovnice během procesu lisování a nezapadnou lisovnici až do konce lisování. Po nasazení matrice budou mít různé části materiálu různé stavy deformace.

5. Hluboké tažení kopcového typu
Jedná se o druh hlubokého tažení plechu, který kombinuje hluboké tažení a expanzní tváření ražením.

6. Sférická hluboká kresba
Na začátku hlubokého tažení přířezu je pouze horní část razníku v kontaktu s materiálem. Když razník vtlačí materiál do formy, zcela zapadne do dutiny formy a materiál podstoupí hlubokou deformaci tažením a kulovitý tvar. Části materiálu se ztenčují a stejnoměrně se mačkají.

7. hluboké tažení příruby
Příruba hlubokotaženého výrobku je nejprve hlubokotažena, podobně jako u hlubokotaženého obrubování. Protože je namáhaná část mimo okraj, často dochází k vráskám, takže mez tváření je omezena kompresními vráskami.

8. Hrana Hluboké kreslení
Vnější hluboké tažení hlubokotažených předtvarovaných dílů pro vytvoření hlubokotažené struktury s malou výškou na okrajích, což vyžaduje materiály s dobrou plasticitou a odolností proti hlubokému tažení, a v případě potřeby předřezy v polotovaru nebo provedení okrajů.

9. hluboká kresba
Hluboce tažené díly, které obvykle překračují mez hlubokého tažení, je třeba hluboce táhnout vícekrát skrz formu a výrobky s malým průměrem mohou být hluboce taženy neustálým zmenšováním tvářecího průměru. U velkoprůměrových výrobků je nutné velkoprůměrové dno nejprve hloubkově protáhnout a následně provést vícenásobné hloubkové tažení do konstrukční hloubky přes vnější materiál, který není ani krátký ani dlouhý.

10. zužující se hluboké tažení
Kuželové hluboké tažení je velmi zvláštní struktura. Díky velké hloubce je deformační síla materiálu v každé části jiná. Během procesu hlubokého tažení je materiál velmi náchylný k ztenčování a dokonce k praskání. Metoda step deep drawing dokáže tuto situaci efektivně vyřešit. Polotovar je hluboce tažen do různých válců ve stupních a průměry jsou postupně zvětšovány. Nakonec jsou všechny válce vytvořeny najednou, aby vytvořily kužel, který může účinně zabránit nerovnoměrnému namáhání materiálu. Jev.

11. obdélníkové překreslování
U hlubokého tažení obdélníku s velkou hloubkou, protože čtyři rohy snesou příliš velkou sílu při hlubokém tažení, dojde k jevu praskání. Pomocí přechodového hlubokého tažení lze polotovar rozdělit na více přechodových tvarů podle různých změn síly. Princip je podobný jako u kuželové hluboké kresby.
12. povrch hluboce tažený
Vnější přírubová část kovové vsázky je redukována a materiál tvářecí části je prodlužován a deformován do tvaru hlubokého tažení se zakřiveným povrchovým tvarem nesvislé boční stěny.

13. krok hlubokého tažení tvářením
Aplikace a stupňovitá struktura produktu, stupňovité tvary jsou obvykle uspořádány podle různých úrovní a tvary ve vrstvách jsou vytvářeny pokaždé samostatně, aby se zabránilo příliš hlubokému hlubokému tažení, komplikovanému tvaru, nerovnoměrné deformaci a praskání.

14. Reverzní hluboké tažení
Jedná se o druh hlubokého tažení, které je prefabrikováno do tvaru hlubokého tažení a napěťová plocha materiálu je plně rozšířena tak, aby bylo provedeno zpětné hluboké tažení do speciálního tvaru, aby nedocházelo k lokálnímu zvrásnění materiálu.

15. Ztenčení Hluboké kreslení
Jde především o změnu tloušťky výškové části hlubokotažného dílu během procesu hlubokého tažení. Mezera mezi matricí a razníkem je menší než tloušťka materiálu. Když je produkt vtlačen do matrice, produkt a matrice jsou třeny a řezány, aby se vytvořil materiál. Ztenčení, zvýšená hladkost a přesnost povrchu. Eliminujte odchylku tloušťky stěny a deformaci bočních stěn produktu.

16. Panelové hluboké tažení
Panelové hluboké tažení má tvořit plech jako celek, tvar povrchu je složitý, výška není jednotná, včetně hlubokého tažení a expanzního tváření, většinou se používá v automobilových plechových dílech a pláštích zařízení, které vyžadují materiály s dobrou tažností a odpor. Hluboká roztažitelnost.

Supro MFG poskytuje cenově výhodné služby výroby kovových dílů pro hluboké tažení. Nashromáždili jsme bohaté výrobní zkušenosti a odborné znalosti, které nám pomáhají získat široké uznání od zákazníků při aplikaci přesných hlubokotažných lisovacích forem.
Dodržujeme provoz systému jakosti ISO9001-2015 a dokážeme poskytovat vysoce kvalitní hloubkové služby včas. Jsme obeznámeni s normami a náročnými požadavky na díly a formy v různých průmyslových odvětvích. Všem zákazníkům poskytujeme bezplatný návrh produktů a služby optimalizace a také návrh forem. Komplexní výrobní služby, jako je výroba, hromadná výroba, povrchová úprava a tepelné zpracování.
Máte zájem začít s novým projektem hlubokého kreslení?
Kontaktujte prosím Supro MFG a promluvte si o produktu s naším týmem odborníků, doufat, že pomůžete hladkému průběhu vašeho obchodního plánu.